
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
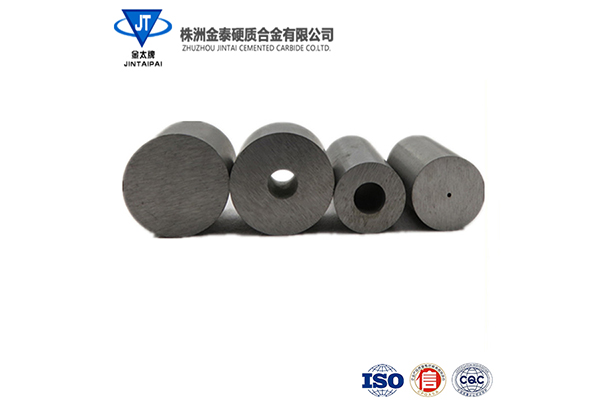
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金木工长条因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。深圳硬质合金木工长条硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。非标硬质合金木工长条厂随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。硬质合金木工长条最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下!

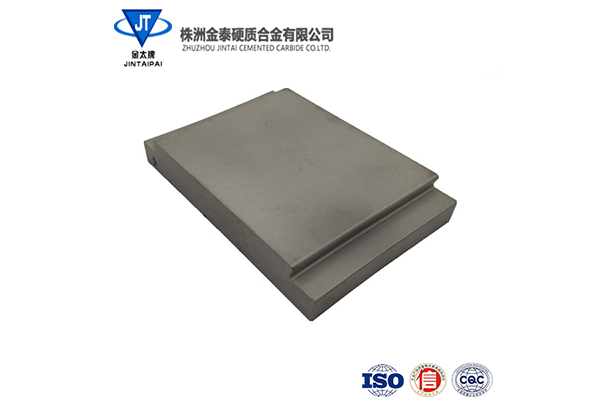
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金木工长条其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。深圳硬质合金木工长条主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
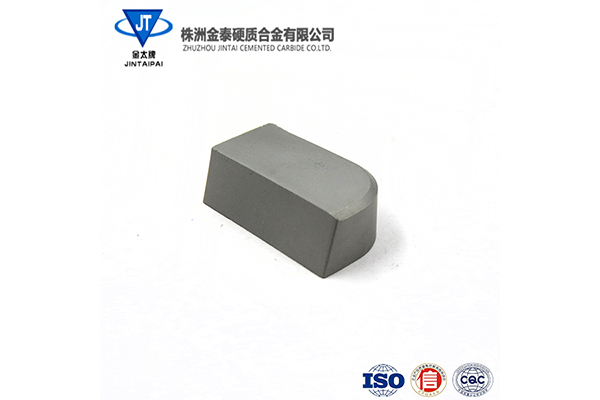
硬质合金的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金木工长条正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。非标硬质合金木工长条加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。

硬质合金产品中尤其是高效硬质合金刀片,已经从最初定位的消耗品成为如今提高生产效率的强有力工具,高效硬质合金刀片市场主体化趋势越来越明显,作为财富切削利器必定是最具市场竞争的超硬刀具。硬质合金木工长条我国刀具结构失衡就生产刀具与需求不对路,在刀具市场结构失控的情况下,生产出高效先进的刀具产品才是硬道理,这才能够让刀具市场大转变。国内的制造业拥有的高速高效数控机床和加工中心数量正在迅速增加,现代高效先进刀具今后将逐步成为市场的主流。非标硬质合金木工长条厂放眼硬质合金产品前瞻市场,株洲硬质合金产业积极响应主流市场发展要求。株洲作为我国硬质合金生产发展基地,起源与我国第1个5年计划,最初主要发展用于军事工业。伴随60多年的发展,株洲已经成为我国乃至亚洲最大的硬质合金生产基地,株洲高效硬质合金刀片市场主流化的趋势也将成为焦点。

钨钢拉伸模具损耗问题的简单介绍:工作带抛光模具工作带部分及分流腔部分的粗糙度决定铝型材的表面质量,特别是工作带接触面越粗糙,摩擦力越大,模具磨损越快,越容易堵模,从而挤压力增大,造成模具崩裂报废。硬质合金木工长条工作带抛光必须保证其平面度与挤压方向平行的要求,以防止产生促流角或阻碍角,影响金属流速造成堵模。深圳非标硬质合金木工长条装配质量的影响对分流模与平模除有相同的质量要求外,还要控制模具模孔的装配质量,使模芯与型孔各部位间隙配合均匀,否则会产生局部间隙超差而报废。另外,在保证型材壁厚合格的情况下,尽量以壁厚下限装配间隙,这样可以提高模具使用寿命。模具的氮化处理模具经试模合格后,应进行氮化,目前氮化工艺很多,氧化介质不同其工艺就不同。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





