
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
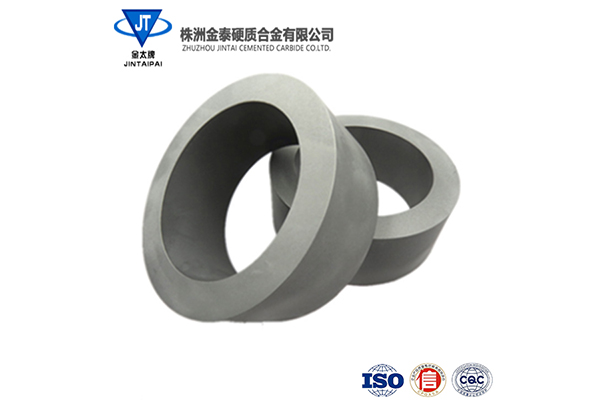
硬质合金生产工业中,添加抑制剂能够有效阻止WC(碳化钨)晶粒在烧结过程中的长大,而消除WC晶粒的局部长大在于抑制剂的均匀分布。硬质合金焊接刀片不同种类抑制剂的影响,常用的抑制剂有VC、Mo2C、Cr3C2、NBC、TaC、TiC,晶粒长大抑制剂的加入量一般以抑制剂在液态粘结相中达到饱和浓度为限,此时可得到最细的显微结构。目前所用的抑制剂一般会降低合金的韧性,不可多加。新余硬质合金焊接刀片厂抑制剂在液态粘结相中的溶解度取决于该碳化物的化学稳定性,具有较低化学稳定性的碳化物在粘结相中表现出较高的饱和浓度。实践证明,控制WC晶粒长大抑制剂的抑制效果以VC 最好,其次是Cr3C2、NbC、TaC。

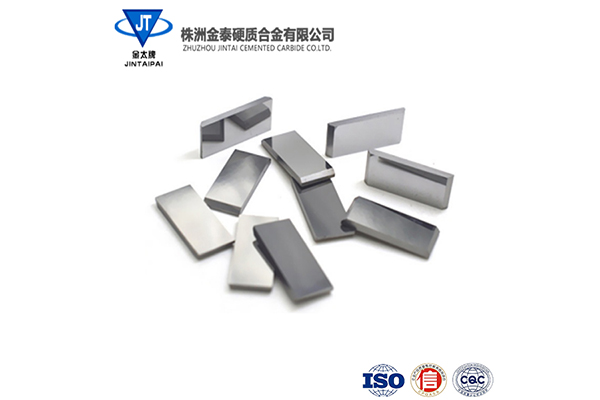
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。硬质合金焊接刀片硬质合金长条具有硬度高,强度高,红硬性好,焊接性能好等特点,是制作优质高档耐磨刀具的上等材料...... 硬质合金长条主要由WC碳化钨和Co钴粉末混合采用冶金方法经制粉、球磨、压制、烧结而成的,主要合金成分为WC和Co。新余硬质合金焊接刀片厂不同用途的硬质合金长条中的WC和Co的成分含量不尽一致,使用范围极广泛。
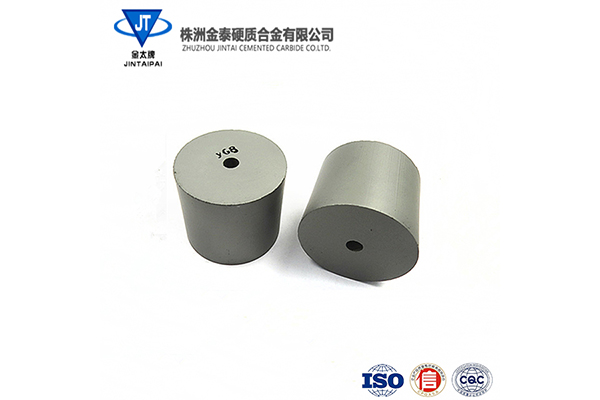
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。硬质合金焊接刀片在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。新余硬质合金焊接刀片细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ ① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金焊接刀片其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。新余硬质合金焊接刀片主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。 硬质合金模具材料需要具备四大性能:1.必须具有高的强耐性:模具在挤压过程中要同时接受极大的挤压力、弯曲应力、冲击等杂乱的负荷。硬质合金焊接刀片故请求所选用的资料,通过热处理后,应具有高的强耐性。2.必须具备非常良好的耐磨性:模具应有高的耐磨性,才敢确保正常的使用寿命,出产出大批量合格的挤压件。3.必须有足够的热稳定性:每次连续生产的时候,模具的温升有时到达或超越200℃,这对用160~180℃作回火温度的模具材料,会使强度、硬度降低,因此用于温升较高的模具材料,应具有杰出的抗回火稳定性。4.必须具有杰出的技术性:冷挤压模具的制造周期长,技术杂乱,精度请求高。通常均须通过铸造、切削加工、热处理、磨削或其它精加工等。非标硬质合金焊接刀片厂故只要技术性对比杰出的资料,才干满意出产上的需求 硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。硬质合金焊接刀片正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。新余硬质合金焊接刀片硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上,由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





