
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
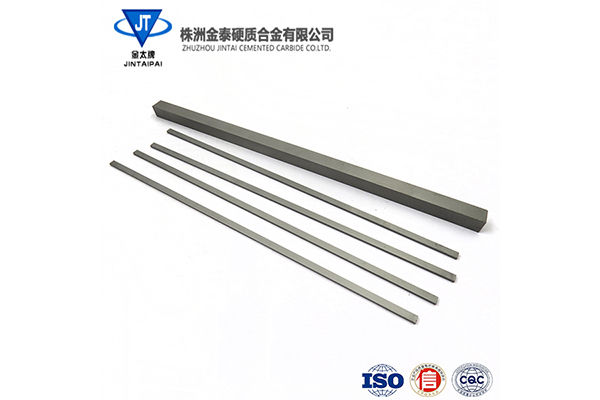
硬质合金模具采用线材作线电极,省掉了成形工具电极,大大降低了成形工具电极的设计和制造费用,缩短了生产准备时间及硬质合金模具加工周期。硬质合金铣刀片能用很细的电极丝加工微细异型孔,窄缝和复杂形状的工件。硬质合金模具采用移动的长金属丝进行加工,单位长度的金属丝损耗小,对加工精度的影响,可以忽略不计,加工精度高,当重复使用的电极丝有显著消耗时,可以更换。硬质合金铣刀片生产厂家以切缝的形式按轮廓加工,蚀除量少,不仅生产提高,材料利用率也高。自动化程度高,操作使用方便,易于实现微机控制。可直接采用精加工或半精加工规准一次成形,一般不需要中途换电规准。一般硬质合金模具采用水质工作液,避免发生火灾

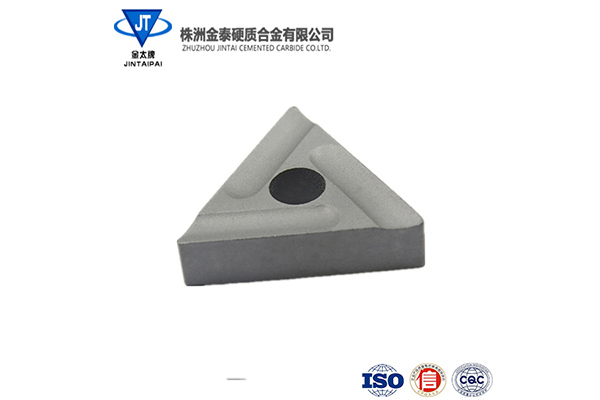
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金铣刀片因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。山东硬质合金铣刀片硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
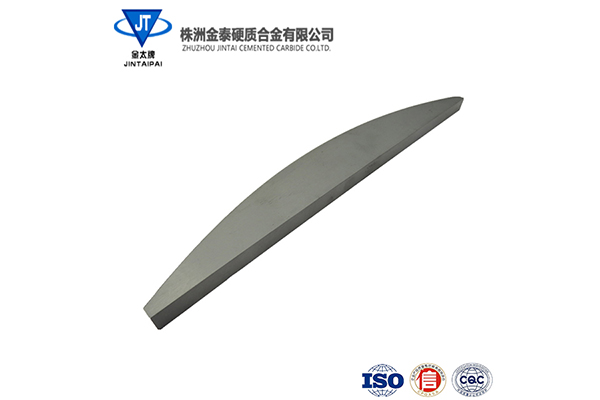
硬质合金的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金铣刀片正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。供应硬质合金铣刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。

由于中国实行积极稳健的宏观经济政策,国民经济快速增长,硬质合金需求也因此高速增长。硬质合金铣刀片在硬质合金需求增长的同时,产量也在不断增加,从2006年的1.45万吨增长到2011年的2.4万吨,年复合增长率达到10.60%。山东硬质合金铣刀片据前瞻网分析,从《 2013-2017年中国硬质合金行业市场前瞻与投资战略规划分析报告》中预计到2015年我国硬质合金的产量将到达3万吨,工业总产值达到约230亿元。
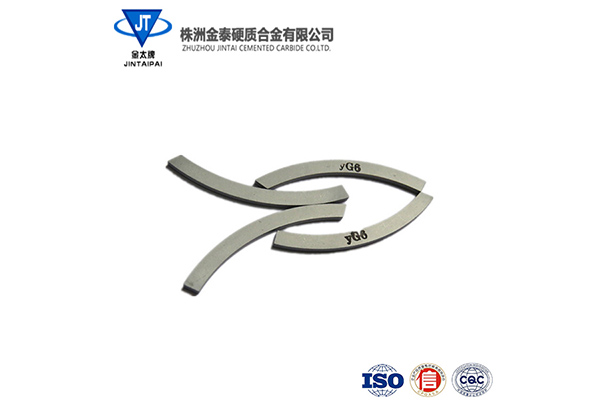
由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。硬质合金铣刀片钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。山东硬质合金铣刀片生产厂家钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
硬质合金硬度一般用洛氏硬度计HRA标尺或维氏硬度计来检测,实用中人们主要采用洛氏硬度计测试HRA硬度。PHR系列便携式洛氏硬度计十分适于测试硬质合金的硬度。这种仪器重量只有0.7kg,精度与台式洛氏硬度计相同。硬质合金铣刀片在测量硬质合金硬度时,天星公司生产的PHR系列便携式洛氏硬度计可以测试厚度或直径在50mm以下的硬质合金工件,可以测试直径小到2.0mm的硬质合金工件,可以测试内径小于30mm的管状硬质合金工件。还可以在生产现场、销售现场或材料仓库使用。供应硬质合金铣刀片这种仪器用于测试硬质合金工件简便、快速、无损,可对成批的成品或半成品硬质合金工件做逐件的硬度检测。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





