
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
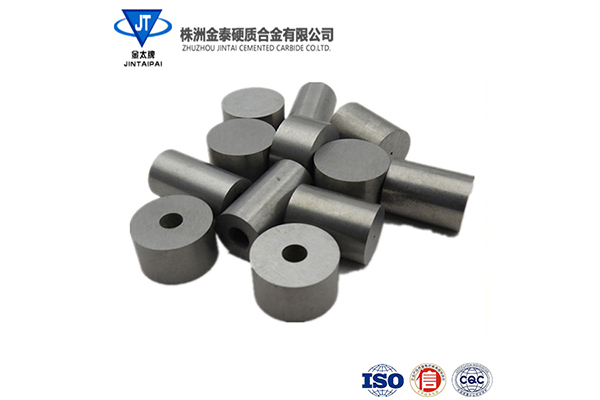
硬质合金模具的钻孔方法:按划线钻孔。机夹刀片先画出孔的中心线,并在交点处打上较大的样冲眼,作为钻头尖的导入点。钻孔时,钻头对准样冲眼锪一个小窝,检查小窝与所划的圆孔中心线是否同心;如果略有偏斜,可移动工件纠正,如果偏斜较多或钻孔较大,可用样冲或尖在偏移的相反方向堑几条槽再试钻,直到试钻的窝位正确后才可正式钻孔。台州非标机夹刀片生产厂家钻通孔时,在将要钻穿前,必须减小走刀量。钻孔深度达到直径3倍时,钻头必须经常退出排屑,并注意冷却,防止钻头折断或退火。

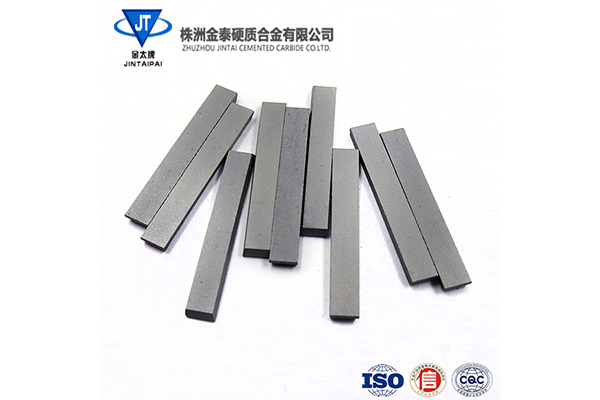
硬质合金产品中尤其是高效硬质合金刀片,已经从最初定位的消耗品成为如今提高生产效率的强有力工具,高效硬质合金刀片市场主体化趋势越来越明显,作为财富切削利器必定是最具市场竞争的超硬刀具。机夹刀片国内的制造业拥有的高速高效数控机床和加工中心数量正在迅速增加,现代高效先进刀具今后将逐步成为市场的主流。放眼硬质合金产品前瞻市场,株洲硬质合金产业积极响应主流市场发展要求。株洲作为我国硬质合金生产发展基地,起源与我国第1个5年计划,最初主要发展用于军事工业。伴随60多年的发展,株洲已经成为我国乃至亚洲最大的硬质合金生产基地,株洲高效硬质合金刀片市场主流化的趋势也将成为焦点。台州机夹刀片生产厂家在生产制造业发达的国家,硬质合金刀具的市场份额是主导,尤其是高效硬质合金刀片的市场主流化,这是社会生产制造业最强有力的技术支持和产品支持。
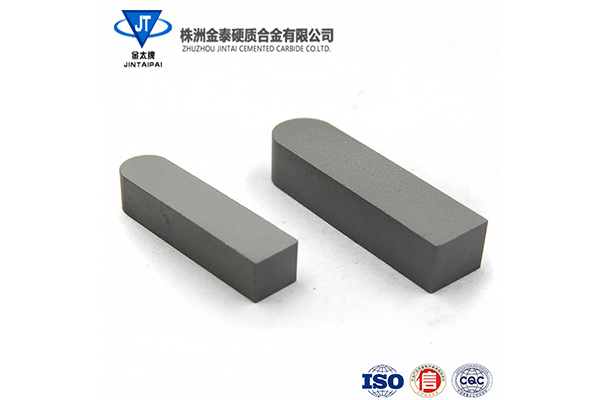
由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。机夹刀片钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。台州机夹刀片生产厂家钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。非标机夹刀片生产厂家随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。机夹刀片最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下!
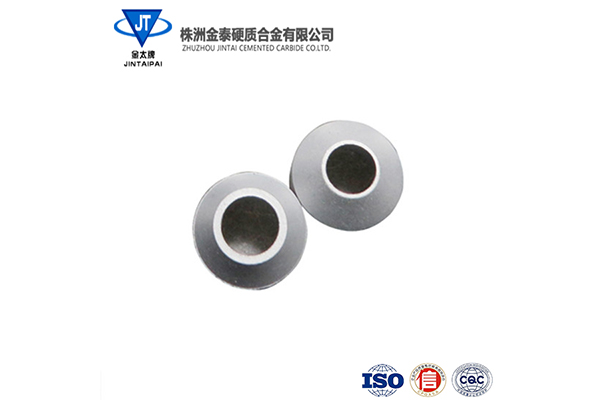
硬质合金模具采用线材作线电极,省掉了成形工具电极,大大降低了成形工具电极的设计和制造费用,缩短了生产准备时间及硬质合金模具加工周期。机夹刀片能用很细的电极丝加工微细异型孔,窄缝和复杂形状的工件。硬质合金模具采用移动的长金属丝进行加工,单位长度的金属丝损耗小,对加工精度的影响,可以忽略不计,加工精度高,当重复使用的电极丝有显著消耗时,可以更换。机夹刀片生产厂家以切缝的形式按轮廓加工,蚀除量少,不仅生产提高,材料利用率也高。自动化程度高,操作使用方便,易于实现微机控制。可直接采用精加工或半精加工规准一次成形,一般不需要中途换电规准。一般硬质合金模具采用水质工作液,避免发生火灾
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





