
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

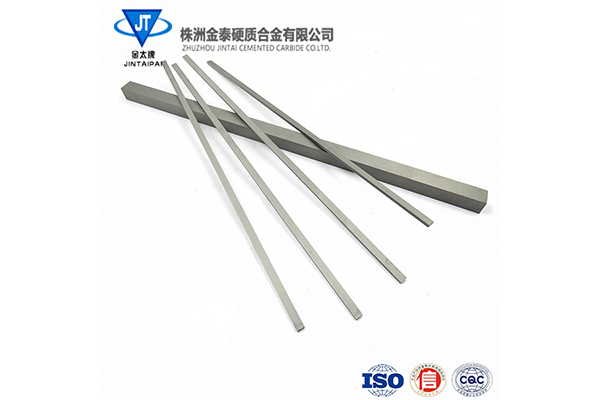
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金焊接刀片其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。山东硬质合金焊接刀片主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
随着中国汽车产业急速扩张,汽车零部件加工的切削工具的需求不断增大,中国钢铁、交通、建筑等领域对硬质合金的需求也愈发旺盛。硬质合金焊接刀片在国外硬质合金跨国公司的战略图景中,中国市场已经悄然由配角变为主角。分析指出,到“十二五”末期,我国硬质合金产量达到3万吨,销售收入达到300亿元,深加工产品产量占硬质合金总量的40%以上。出口相比“十一五”将翻一番,力争超过10亿美元。硬质合金焊接刀片厂硬质合金将向精深加工、工具配套方向发展;向超细、超粗及涂层复合结构等方向发展;向循环经济、节能环保方向发展;向精密化、小型化方向发展。
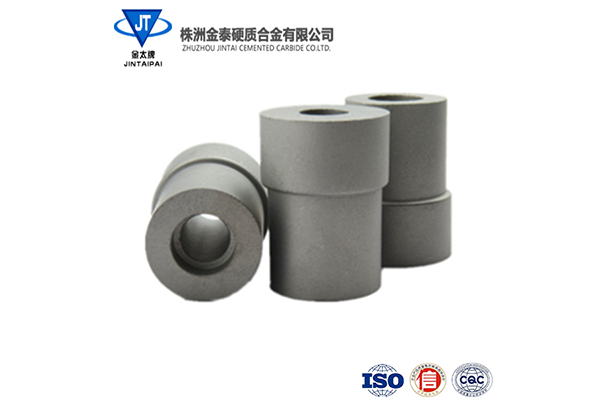
硬质合金的性能受硬质相和黏结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。硬质合金焊接刀片合金中缺碳时,出现η相(脱碳相),合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,硬质合金刀片的切削性能更好,黏结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的黏结金属,与Ni、Fe比较,Co与硬质相的湿润性好,所黏结的硬质合金性能通常比Ni、Fe黏结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。非标硬质合金焊接刀片为强化黏结相,改善硬质合金的性能,研究出不同成分与结构的新黏结相。利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。

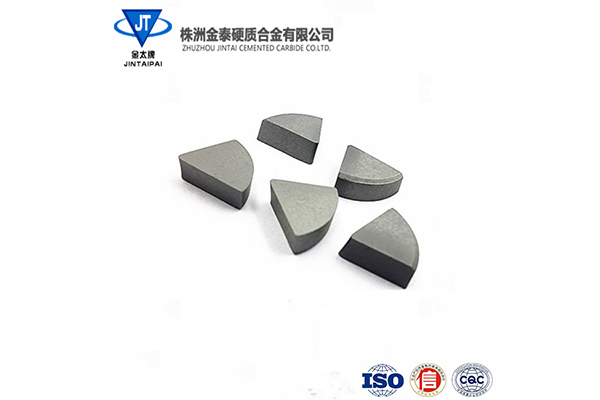
一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。硬质合金焊接刀片 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。非标硬质合金焊接刀片厂钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。
硬质合金刀具型号:整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。硬质合金焊接刀片镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。非标硬质合金焊接刀片厂行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





