
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
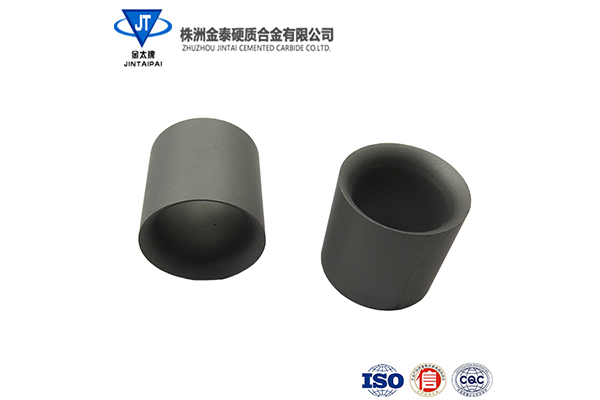
硬质合金球的生产工艺流程跟其他硬质合金产品类似。硬质合金焊接刀片主要有制粉→按用途要求配方→经湿磨→混合→粉碎→干燥→过筛→后加入成型剂→再干燥→过筛后制得混合料→制粒→ 冷等静压压制→成型→ 烧结→成型(毛坯)→包装→入库。非标硬质合金焊接刀片厂家按照具体使用要求和相关参数的不同,主要有硬质合金球,钨钢球,钨球,高比重合金球等硬质合金球形产品。最小的硬质合金球可以做到直径0.3左右。

① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。硬质合金焊接刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。潍坊硬质合金焊接刀片厂家当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。

① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金焊接刀片其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。潍坊硬质合金焊接刀片主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
全国范围内制造业的分工变得越来越激烈,企业在尽大约短的时间内高功用、低花消地为顾主供给赋性化高品质产物的本事,已成为企业分工本事的一个标记。硬质合金焊接刀片模具品质囊括如下几个方面:⑴制品质量:废品尺寸的倔强性、相符性,废品轮廓的光亮度、废品材料的把持率等等;⑵应用寿命:在确保制品质量的条件下,模具所能实现的工作轮回次数或生产的制件数目;⑶模具的应用关心:能否属最便捷应用、脱模繁杂、生产扶助时间尽大约的短。硬质合金焊接刀片厂家维修成本、维修周期性等等。

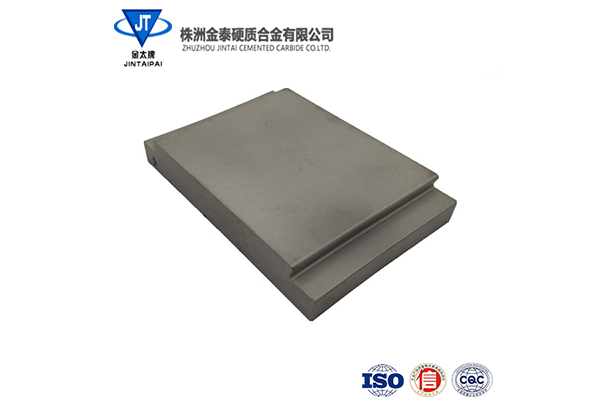
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。硬质合金焊接刀片硬质合金长条具有硬度高,强度高,红硬性好,焊接性能好等特点,是制作优质高档耐磨刀具的上等材料...... 硬质合金长条主要由WC碳化钨和Co钴粉末混合采用冶金方法经制粉、球磨、压制、烧结而成的,主要合金成分为WC和Co。潍坊硬质合金焊接刀片厂家不同用途的硬质合金长条中的WC和Co的成分含量不仅一致,使用范围极广泛。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





