
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
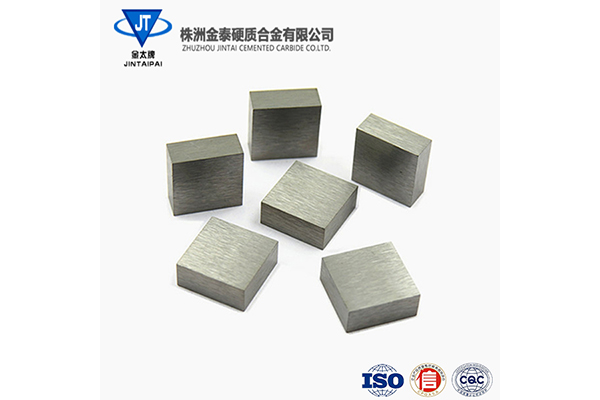
硬质合金圆片加工前需要对毛坯尺寸,外圆,内孔,厚度进行检查要求达到生产标准,详细检查平面平整度杜绝裂纹或者崩缺等有瑕疵的毛坯产品进入加工环节。制砂条硬质合金圆片一次平面加工前先安装相应的夹具再修磨夹具,在磨削过程中要两面来回加工,以一个平面磨好后再磨第二个面,进刀量为0.01-0.02mm,光刀时间5秒,圆片的余量应留0.05-0.08mm以便后续加工。如有基本尺寸不到位的应做好标示,内裂纹或崩缺磨不起的应放置待处理。非标制砂条硬质合金圆片生产加工工艺流程完成后,在清洗包装时必须轻拿轻放,不能化伤镜面、碰有缺口,清洗后风干表面不能留有水印。
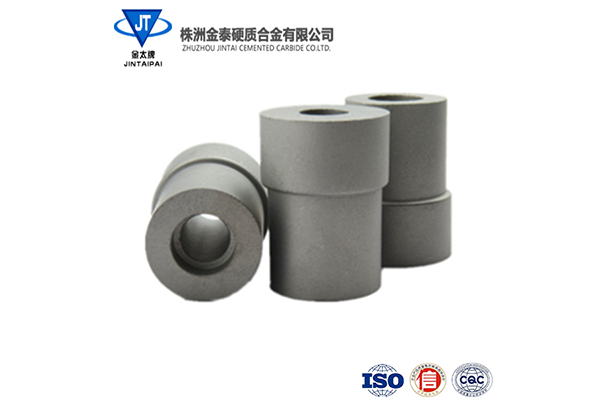
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。制砂条正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。非标制砂条加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。

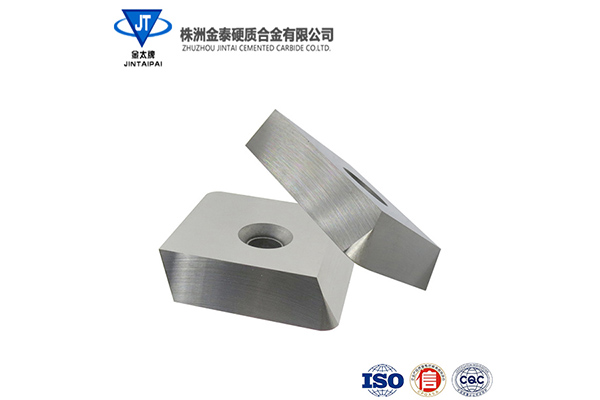
制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。非标制砂条生产厂家随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。制砂条最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下!
硬质合金硬度一般用洛氏硬度计HRA标尺或维氏硬度计来检测,实用中人们主要采用洛氏硬度计测试HRA硬度。PHR系列便携式洛氏硬度计十分适于测试硬质合金的硬度。这种仪器重量只有0.7kg,精度与台式洛氏硬度计相同。制砂条在测量硬质合金硬度时,天星公司生产的PHR系列便携式洛氏硬度计可以测试厚度或直径在50mm以下的硬质合金工件,可以测试直径小到2.0mm的硬质合金工件,可以测试内径小于30mm的管状硬质合金工件。还可以在生产现场、销售现场或材料仓库使用。非标制砂条这种仪器用于测试硬质合金工件简便、快速、无损,可对成批的成品或半成品硬质合金工件做逐件的硬度检测。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





