
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。硬质合金非标异型件硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。山东硬质合金非标异型件但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
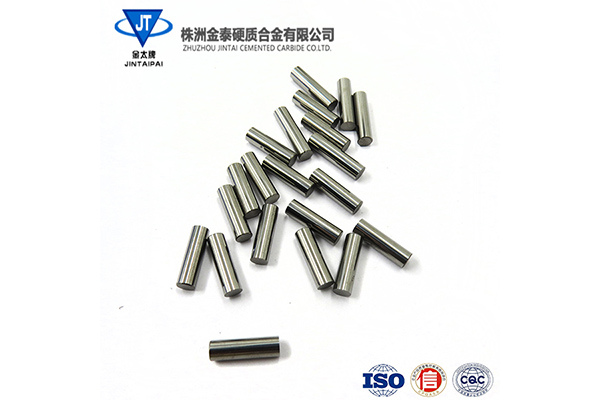
对于不熟悉这个产品的人来说这个工序更加没有听过了,但是经常做这个工作的人会有很强的熟悉感,今天在这里就给大家普及一下这方面的知识,让大家对它的了解更深一步,加深对该产品的认识。硬质合金非标异型件除了电火花加工还有其他的加工方法,电火花加工的过程不是很复杂,首先由于它的作业对象是硬质合金模具的凹模型孔的穿孔工作,为了避免热处理变形的不良影响,通常都是在它之后进行,这道工序保证了较短的生产周期,提高生产的效率,真是不错的选择。电火花的加工生产特别适合较长周长的型孔和多型孔和小型孔的加工。硬质合金非标异型件生产厂家我们在实际的操作中就需要注意型孔的大小,大家在这一点也可以参照说明进行,因为说明的针对性很强。
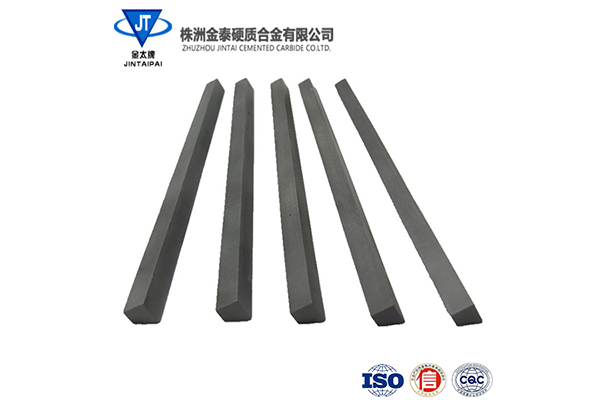
硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。硬质合金非标异型件正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。山东硬质合金非标异型件硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上,由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。
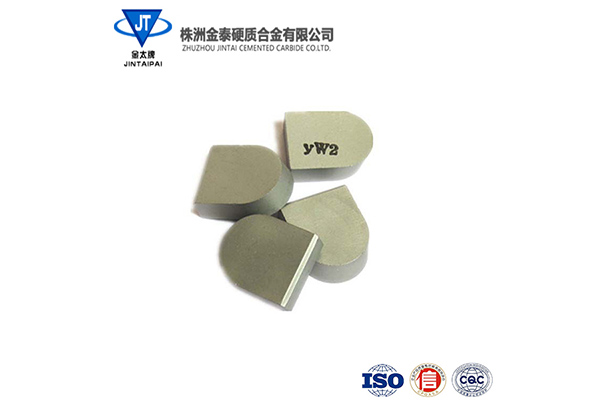
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金非标异型件其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。山东硬质合金非标异型件主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。

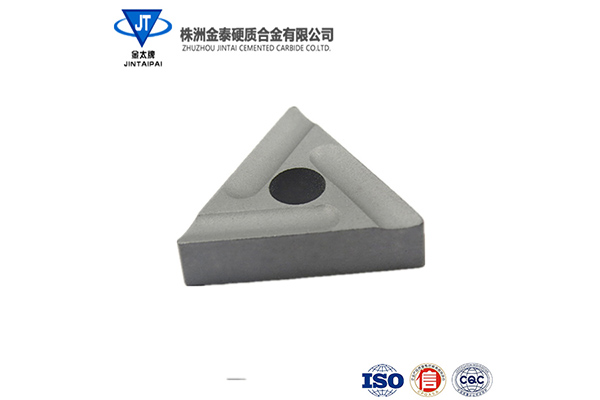
模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。硬质合金非标异型件弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。山东硬质合金非标异型件冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换
硬质合金生产工业中,添加抑制剂能够有效阻止WC(碳化钨)晶粒在烧结过程中的长大,而消除WC晶粒的局部长大在于抑制剂的均匀分布。硬质合金非标异型件不同种类抑制剂的影响,常用的抑制剂有VC、Mo2C、Cr3C2、NBC、TaC、TiC,晶粒长大抑制剂的加入量一般以抑制剂在液态粘结相中达到饱和浓度为限,此时可得到最细的显微结构。目前所用的抑制剂一般会降低合金的韧性,不可多加。山东硬质合金非标异型件生产厂家抑制剂在液态粘结相中的溶解度取决于该碳化物的化学稳定性,具有较低化学稳定性的碳化物在粘结相中表现出较高的饱和浓度。实践证明,控制WC晶粒长大抑制剂的抑制效果以VC 最好,其次是Cr3C2、NbC、TaC。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





