
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金模具正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。供应硬质合金模具加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
从标准的实质来讲,应该分为技术标准和产品标准两种,技术标准是一种较为公开的标准,而产品标准做起来却很困难,要考虑硬质合金模具的实验标准、精度标准、试验装置的标准等多个方面。所以,标准的制订非一日之功,它必须建立在行业扩大、经济实力雄厚的基础之上,条件成熟之时,将是标准出台之日。硬质合金模具纵观我国硬质模具现状,可谓喜忧参半。新余硬质合金模具厂喜的是硬质模具生产已有一定基础,且合金齿轮发展的大趋势会给硬质合金模具带来更大的市场空间;忧的是国内生产硬质模具的水平与世界先进水平还有一段距离,而且在齿轮行业尤其是合金齿轮行业大发展的趋势下,国内对市场变化的反应不够敏锐,配套研究难以跟上市场需求。
硬质合金产品中尤其是高效硬质合金刀片,已经从最初定位的消耗品成为如今提高生产效率的强有力工具,高效硬质合金刀片市场主体化趋势越来越明显,作为财富切削利器必定是最具市场竞争的超硬刀具。硬质合金模具我国刀具结构失衡就生产刀具与需求不对路,在刀具市场结构失控的情况下,生产出高效先进的刀具产品才是硬道理,这才能够让刀具市场大转变。国内的制造业拥有的高速高效数控机床和加工中心数量正在迅速增加,现代高效先进刀具今后将逐步成为市场的主流。供应硬质合金模具厂放眼硬质合金产品前瞻市场,株洲硬质合金产业积极响应主流市场发展要求。株洲作为我国硬质合金生产发展基地,起源与我国第1个5年计划,最初主要发展用于军事工业。伴随60多年的发展,株洲已经成为我国乃至亚洲最大的硬质合金生产基地,株洲高效硬质合金刀片市场主流化的趋势也将成为焦点。
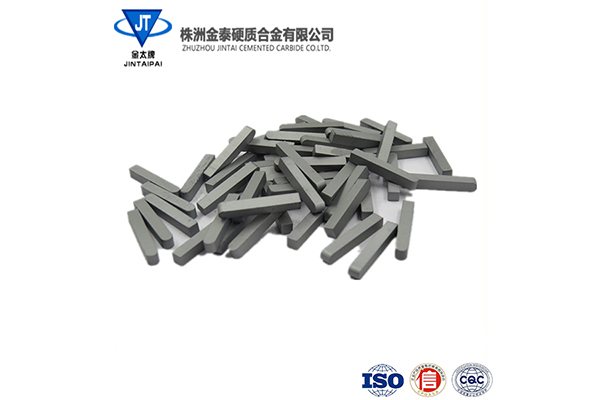
硬质合金长条根据其不同性能和用途,有各种不同的牌号。供应硬质合金模具最常用到的有YG系列的硬质合金长条,如:YG8钨钢条、YG3X硬质合金长条、YG6X钨钢长条、YL10.2硬质合金长条;另外,还有YT系列的硬质合金条,如:YT5硬质合金长条,YT14硬质合金长条。硬质合金模具还有YD201硬质合金方条,YW1硬质合金条、YS2T硬质合金方条等。不同牌号的硬质合金方条的物理机械性能不尽一致,在选购时要根据使用条件、使用环境、使用用途及要求认真选择。
对于不熟悉这个产品的人来说这个工序更加没有听过了,但是经常做这个工作的人会有很强的熟悉感,今天在这里就给大家普及一下这方面的知识,让大家对它的了解更深一步,加深对该产品的认识。硬质合金模具除了电火花加工还有其他的加工方法,电火花加工的过程不是很复杂,首先由于它的作业对象是硬质合金模具的凹模型孔的穿孔工作,为了避免热处理变形的不良影响,通常都是在它之后进行,这道工序保证了较短的生产周期,提高生产的效率,真是不错的选择。电火花的加工生产特别适合较长周长的型孔和多型孔和小型孔的加工。硬质合金模具厂我们在实际的操作中就需要注意型孔的大小,大家在这一点也可以参照说明进行,因为说明的针对性很强。

硬质合金刀具型号:整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。硬质合金模具镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。供应硬质合金模具厂行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





