
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
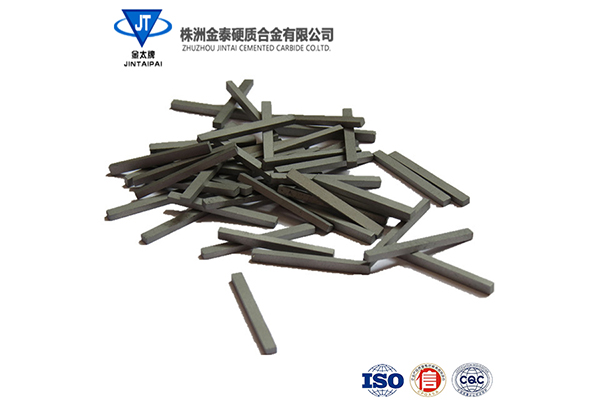
硬质合金模具采用线材作线电极,省掉了成形工具电极,大大降低了成形工具电极的设计和制造费用,缩短了生产准备时间及硬质合金模具加工周期。硬质合金长条能用很细的电极丝加工微细异型孔,窄缝和复杂形状的工件。硬质合金模具采用移动的长金属丝进行加工,单位长度的金属丝损耗小,对加工精度的影响,可以忽略不计,加工精度高,当重复使用的电极丝有显著消耗时,可以更换。硬质合金长条厂以切缝的形式按轮廓加工,蚀除量少,不仅生产提高,材料利用率也高。自动化程度高,操作使用方便,易于实现微机控制。可直接采用精加工或半精加工规准一次成形,一般不需要中途换电规准。一般硬质合金模具采用水质工作液,避免发生火灾

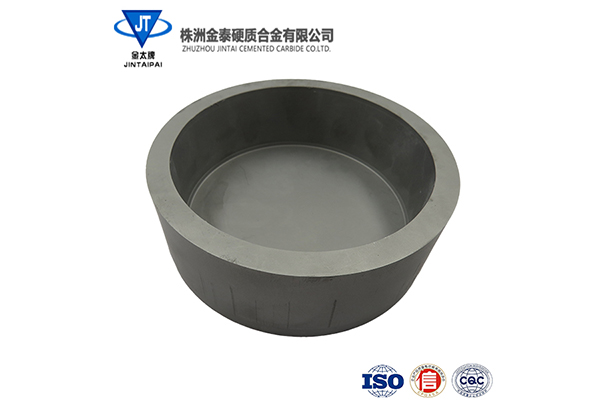
硬质合金还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴、五金模具(如拉丝模具、螺栓模具、螺母模具、以及各种紧固件模具,硬质合金的优良性能逐步替代了以前的钢铁模具)。硬质合金长条近二十年来,涂层硬质合金也问世了。1969年瑞典研制成功了碳化钛涂层刀具,刀具的基体是钨钛钴硬质合金或钨钴硬质合金,表面碳化钛涂层的厚度不过几微米,但是与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高25%~50%。潍坊硬质合金长条20世纪70年代已出现第四代涂层工具,可用来切削很难加工的材料。
钨钢拉伸模具损耗问题的简单介绍:工作带抛光模具工作带部分及分流腔部分的粗糙度决定铝型材的表面质量,特别是工作带接触面越粗糙,摩擦力越大,模具磨损越快,越容易堵模,从而挤压力增大,造成模具崩裂报废。硬质合金长条工作带抛光必须保证其平面度与挤压方向平行的要求,以防止产生促流角或阻碍角,影响金属流速造成堵模。潍坊非标硬质合金长条装配质量的影响对分流模与平模除有相同的质量要求外,还要控制模具模孔的装配质量,使模芯与型孔各部位间隙配合均匀,否则会产生局部间隙超差而报废。另外,在保证型材壁厚合格的情况下,尽量以壁厚下限装配间隙,这样可以提高模具使用寿命。模具的氮化处理模具经试模合格后,应进行氮化,目前氮化工艺很多,氧化介质不同其工艺就不同。

伴随经济社会的发展和生产制造业的具体使用情况,硬质合金刀具的服务要求越来越明显,与机床设备相似,客户购买切削刀具,并不只是需要刀具本身,更需要达到完美切削的要求,尤其是以硬质合金刀具为主的高端切削刀具市场。硬质合金长条随着新型制造行业的产生以及客户对生产效率越来越高的要求,国际刀具制造企业都在细分自己的技术团队。从研发到技术服务团队,已经拥有了模具工业组、汽车工业组、航空工业组、MTB组,还有新增加的能源工业组、医疗产业组等。我国“十二五”规划发展要求也是刀具市场的机遇和挑战。金属切削刀具属于消费类工业品,价格就是竞争市场的武器。硬质合金长条厂对于生产企业来说,规模化销售摊平成本,做专做精都是企业获得相应利润的重要途径。立足品质,专注品牌,提升硬质合金刀具的产品服务,以最大限度的满足客户朋友对钨钢刀片、硬质合金刀片等超硬切削刀具的使用需求。

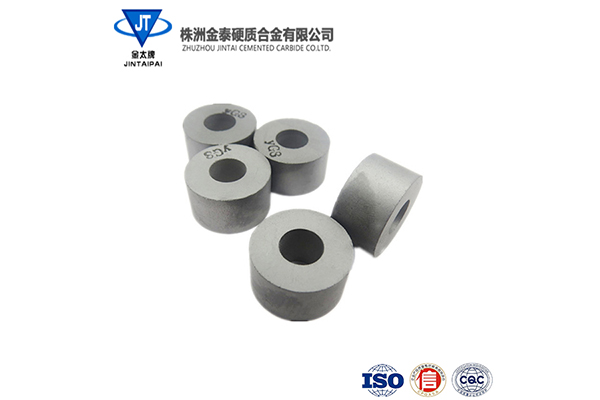
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金长条其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。潍坊硬质合金长条主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。硬质合金长条电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。非标硬质合金长条厂 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





