
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

钨钢与钢的钎焊方法主要有氧气-乙炔火焰钎焊、高频感应钎焊、接触电阻钎焊、浸铜钎焊以及加热炉中钎焊等。硬质合金破碎锤常用的钎焊方法:氧气-乙炔火焰钎焊 是最常用的钎焊方法之一。高频感应钎焊 接触钎焊 浸铜钎焊。常用的保护涂料钨钢钎焊中常用的保护涂料有以下两种。四川硬质合金破碎锤厂印刷用的黑色油墨和240号粒度的石英粉,按1:2的比例混合均匀,调成糊状,即可使用。用Al2O3粉20%,石墨粉80%混合均匀后,再与5%的水和50%的水玻璃(模数为1.2,密度为1.6g/cm3)液体调配而成,氧化铝越多,涂层的强度越高。
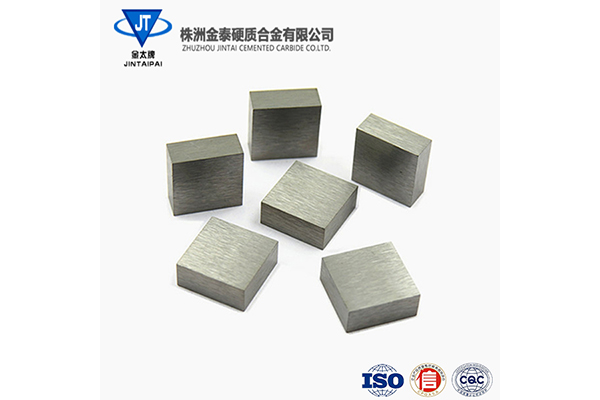
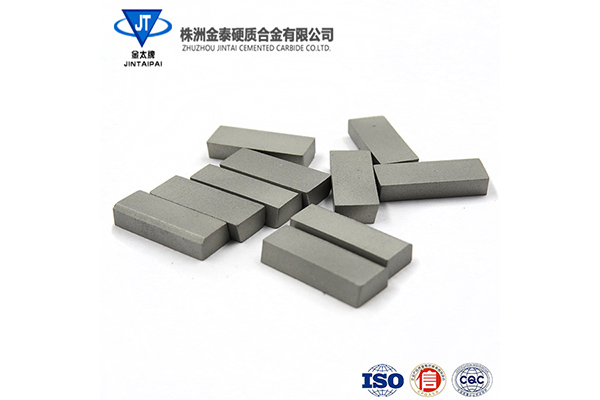
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。硬质合金破碎锤硬质合金长条具有硬度高,强度高,红硬性好,焊接性能好等特点,是制作优质高档耐磨刀具的上等材料...... 硬质合金长条主要由WC碳化钨和Co钴粉末混合采用冶金方法经制粉、球磨、压制、烧结而成的,主要合金成分为WC和Co。四川硬质合金破碎锤厂不同用途的硬质合金长条中的WC和Co的成分含量不仅一致,使用范围极广泛。
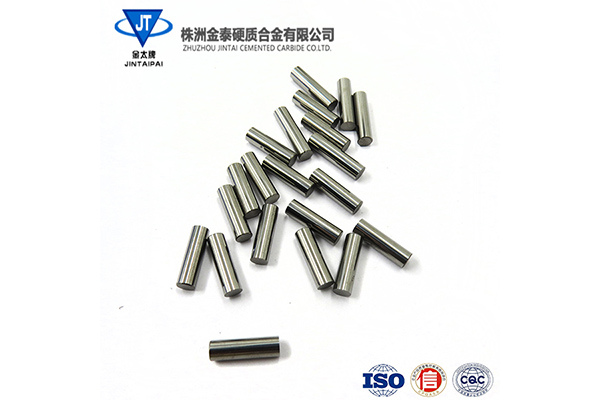
一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。硬质合金破碎锤 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。非标硬质合金破碎锤厂钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金破碎锤其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。四川硬质合金破碎锤主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。

硬质合金刀具型号:整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。硬质合金破碎锤镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。非标硬质合金破碎锤厂行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





