
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
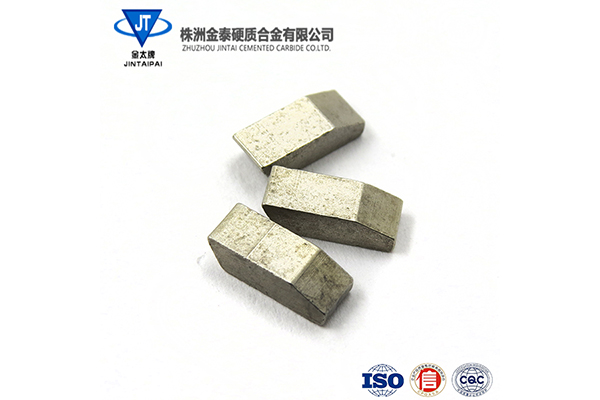
我国硬质合金模具根据用途可分为四类; 第一类为硬质合金拉丝模具,这类模具占硬质合金模具的绝大部分。第二类模具是冷镦冷冲模、整形模,主要牌号有YC20C、YG20、YG15、CT35以及株洲硬质合金厂的新牌号YJT30和中南工大粉末冶金厂的 MO15。江西硬质合金圆片刀第三类模具是用于磁性材料生产的无磁合金模,还有一些厂在研制生产。如YSN系列的YSN(包括20、25、30、35、40)以及钢结无磁模牌号TMF。硬质合金圆片刀第四类为热作模,这类合金暂无标准牌号,市场需要在增加。有些厂家正在研制开发,如YD40及上海材料所的旋锻模用CNW。
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。硬质合金圆片刀硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。江西硬质合金圆片刀但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
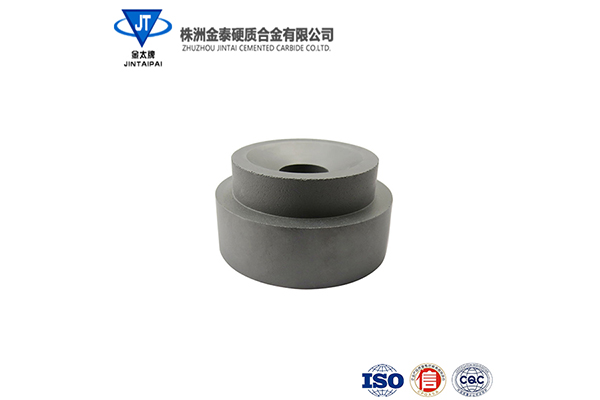
用完需清洁整理 一般产品在加工的过程中,都会存在加工尺寸深度各方面的不同,所以,都会存在中途换刀的可能。中途换下来的刀,一般都会或多或少的粘上一些铁屑(也有可能是铜、铝屑,因加工工件不同),为了方便下次使用,尽量用气枪吹掉上面的铁屑。非标硬质合金圆片刀厂清洁完后需放回包装盒 钨钢(硬质合金)铣刀与白钢铣刀不同,材质硬度比较高,如果不小心碰到,或是掉地上,都有可能造成刃口的破损,很多时候,有缺口的刀就无法使用。建议刀具清洁完成后,尽量放回包装盒内,这样就能减少很多人为的损坏。硬质合金圆片刀钨钢铣刀不用防锈油 钨钢的主要成份是碳化钨钢(WC)与钴Co,不存在铁的成份,所以,只要不粘到切削液,是不会产生腐蚀的。
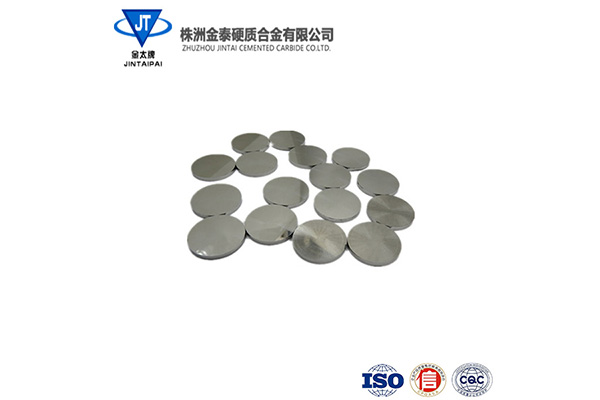
它属于非破坏性试验,试验方法比较简单。硬质合金圆片刀硬质合金的硬度检测对其试件的形状及尺寸适应性较强,试验效率高。另外,硬质合金材料硬度与其它物理特性之间存在一定的对应关系。例如,硬质合金硬度试验和拉伸试验基本上都是检测金属抵抗塑性变形的能力,这两种试验在某种程度上都是检测金属相似的特性。所以,其检测结果是完全可以相互比较的。江西硬质合金圆片刀厂硬质合金拉伸试验设备庞大、操作复杂、要制备试样、试验效率低,对于许多金属材料,都有一硬度试验和拉力试验的换算表可查。因此,在检测硬质合金材料力学性能时,人们越来越多地采用硬度试验,而较少采用拉伸试验。

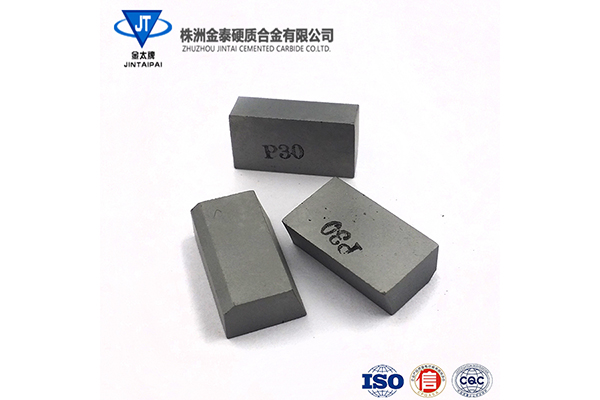
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金圆片刀正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。非标硬质合金圆片刀加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





