
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
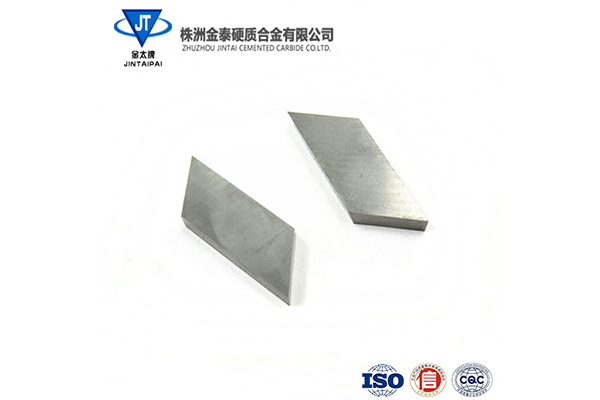
硬质合金刀具型号:整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。硬质合金板材镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。定制硬质合金板材厂家行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀
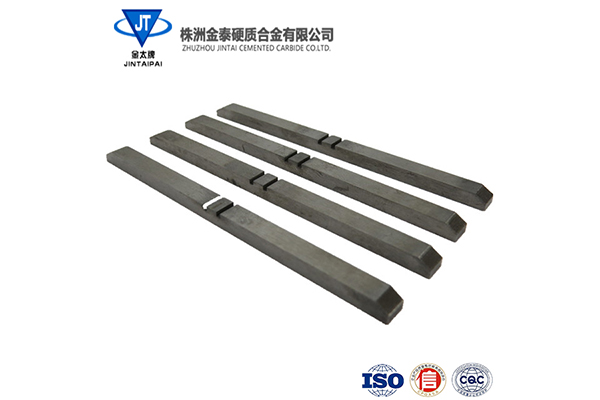
数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。硬质合金板材电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。定制硬质合金板材厂家 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。

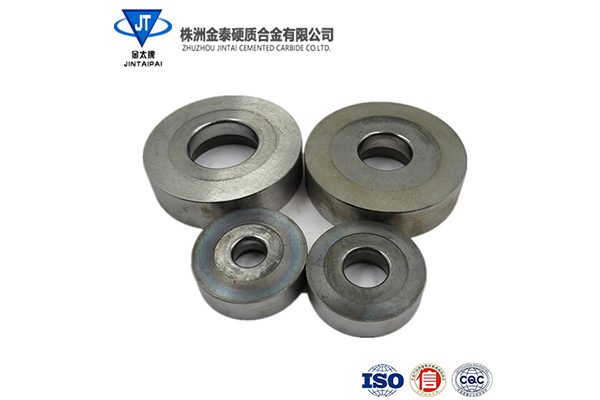
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金板材其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。江门硬质合金板材主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。

硬质合金的性能受硬质相和黏结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。硬质合金板材合金中缺碳时,出现η相(脱碳相),合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,硬质合金刀片的切削性能更好,黏结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的黏结金属,与Ni、Fe比较,Co与硬质相的湿润性好,所黏结的硬质合金性能通常比Ni、Fe黏结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。定制硬质合金板材为强化黏结相,改善硬质合金的性能,研究出不同成分与结构的新黏结相。利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。
模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。硬质合金板材弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。江门硬质合金板材冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换
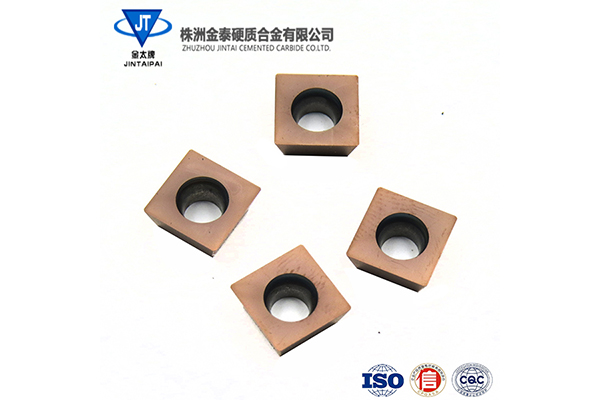
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金板材因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。江门硬质合金板材硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





