
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

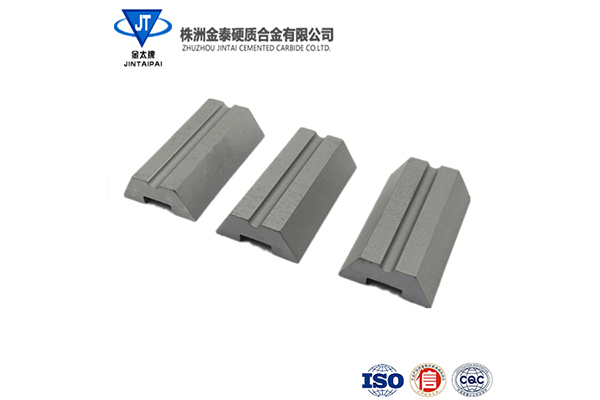
硬质合金长条根据其不同性能和用途,有各种不同的牌号。定制硬质合金焊接刀片最常用到的有YG系列的硬质合金长条,如:YG8钨钢条、YG3X硬质合金长条、YG6X钨钢长条、YL10.2硬质合金长条;另外,还有YT系列的硬质合金条,如:YT5硬质合金长条,YT14硬质合金长条。硬质合金焊接刀片还有YD201硬质合金方条,YW1硬质合金条、YS2T硬质合金方条等。不同牌号的硬质合金方条的物理机械性能不尽一致,在选购时要根据使用条件、使用环境、使用用途及要求认真选择。
全国范围内制造业的分工变得越来越激烈,企业在尽大约短的时间内高功用、低花消地为顾主供给赋性化高品质产物的本事,已成为企业分工本事的一个标记。硬质合金焊接刀片模具品质囊括如下几个方面:⑴制品质量:废品尺寸的倔强性、相符性,废品轮廓的光亮度、废品材料的把持率等等;⑵应用寿命:在确保制品质量的条件下,模具所能实现的工作轮回次数或生产的制件数目;⑶模具的应用关心:能否属最便捷应用、脱模繁杂、生产扶助时间尽大约的短。硬质合金焊接刀片生产厂家维修成本、维修周期性等等。
硬质合金模具的钻孔方法:按划线钻孔。硬质合金焊接刀片先画出孔的中心线,并在交点处打上较大的样冲眼,作为钻头尖的导入点。钻孔时,钻头对准样冲眼锪一个小窝,检查小窝与所划的圆孔中心线是否同心;如果略有偏斜,可移动工件纠正,如果偏斜较多或钻孔较大,可用样冲或尖在偏移的相反方向堑几条槽再试钻,直到试钻的窝位正确后才可正式钻孔。咸阳定制硬质合金焊接刀片生产厂家钻通孔时,在将要钻穿前,必须减小走刀量。钻孔深度达到直径3倍时,钻头必须经常退出排屑,并注意冷却,防止钻头折断或退火。
制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。定制硬质合金焊接刀片生产厂家随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。硬质合金焊接刀片最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下!
① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。硬质合金焊接刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。咸阳硬质合金焊接刀片生产厂家当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
我国硬质合金模具根据用途可分为四类; 第一类为硬质合金拉丝模具,这类模具占硬质合金模具的绝大部分。第二类模具是冷镦冷冲模、整形模,主要牌号有YC20C、YG20、YG15、CT35以及株洲硬质合金厂的新牌号YJT30和中南工大粉末冶金厂的 MO15。咸阳硬质合金焊接刀片第三类模具是用于磁性材料生产的无磁合金模,还有一些厂在研制生产。如YSN系列的YSN(包括20、25、30、35、40)以及钢结无磁模牌号TMF。硬质合金焊接刀片第四类为热作模,这类合金暂无标准牌号,市场需要在增加。有些厂家正在研制开发,如YD40及上海材料所的旋锻模用CNW。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





