
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
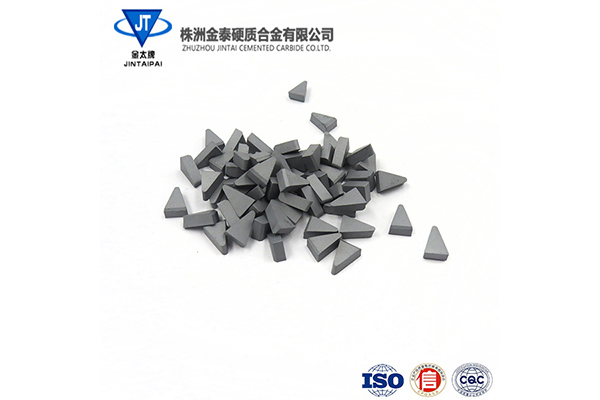
硬质合金的性能受硬质相和黏结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。硬质合金木工长条合金中缺碳时,出现η相(脱碳相),合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,硬质合金刀片的切削性能更好,黏结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的黏结金属,与Ni、Fe比较,Co与硬质相的湿润性好,所黏结的硬质合金性能通常比Ni、Fe黏结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。非标硬质合金木工长条为强化黏结相,改善硬质合金的性能,研究出不同成分与结构的新黏结相。利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。
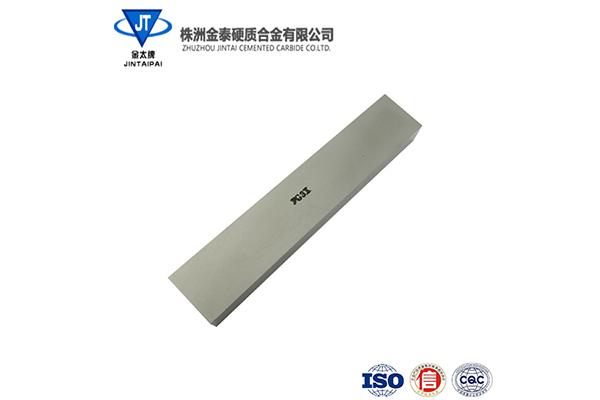
由于中国实行积极稳健的宏观经济政策,国民经济快速增长,硬质合金需求也因此高速增长。硬质合金木工长条在硬质合金需求增长的同时,产量也在不断增加,从2006年的1.45万吨增长到2011年的2.4万吨,年复合增长率达到10.60%。辽阳硬质合金木工长条据前瞻网分析,从《 2013-2017年中国硬质合金行业市场前瞻与投资战略规划分析报告》中预计到2015年我国硬质合金的产量将到达3万吨,工业总产值达到约230亿元。
① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。硬质合金木工长条加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。辽阳硬质合金木工长条生产厂家当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
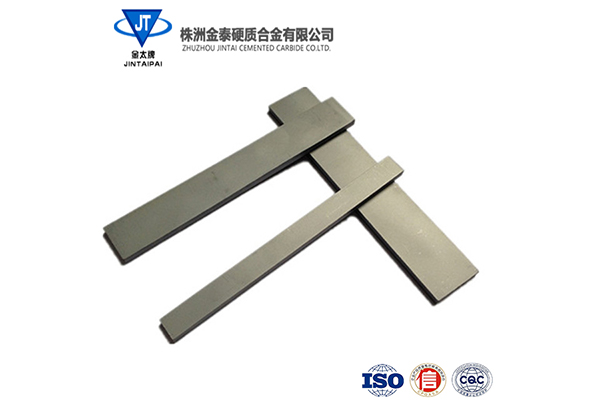
制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。非标硬质合金木工长条生产厂家随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。硬质合金木工长条最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下!

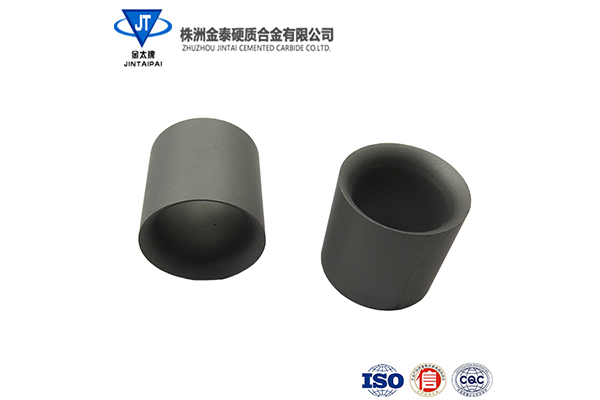
硬质合金刀具的破损和磨损一样,也是刀具使用效果失效的一个表现。硬质合金刀具在超过一定的切削作业环境情况下,如果承受不住更强大的应力,就可能发生刀具提前损坏,使其提前失去切削能力,这种情况就是刀具破损。硬质合金木工长条破损是相对与磨损而已,简单而言就是非正常的磨损。刀具的破损主要表现在崩刃、碎断、剥落、裂纹等形式。工欲善其事,必先利其器,利器也更应该注意安全使用。硬质合金木工长条生产厂家生产加工作业,硬质合金刀具发生非正常的损耗,如果不能及时采取措施,可能会造成工件报废,甚至机床损坏等更大的损失,对硬质合金刀具使用耗损的具体使用情况需要密切关注!
钨钢与钢的钎焊方法主要有氧气-乙炔火焰钎焊、高频感应钎焊、接触电阻钎焊、浸铜钎焊以及加热炉中钎焊等。硬质合金木工长条常用的钎焊方法:氧气-乙炔火焰钎焊 是最常用的钎焊方法之一。高频感应钎焊 接触钎焊 浸铜钎焊。常用的保护涂料钨钢钎焊中常用的保护涂料有以下两种。辽阳硬质合金木工长条生产厂家印刷用的黑色油墨和240号粒度的石英粉,按1:2的比例混合均匀,调成糊状,即可使用。用Al2O3粉20%,石墨粉80%混合均匀后,再与5%的水和50%的水玻璃(模数为1.2,密度为1.6g/cm3)液体调配而成,氧化铝越多,涂层的强度越高。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





