
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
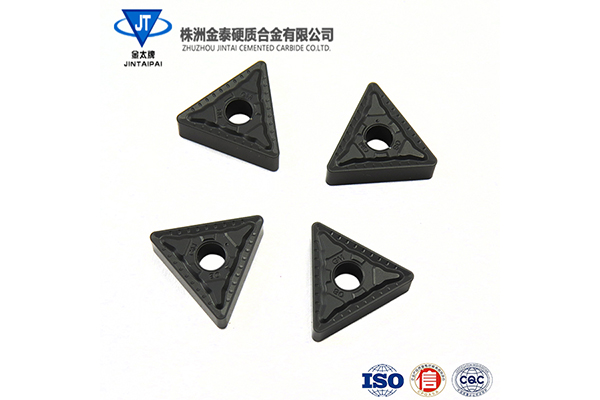
① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。钨钢锯齿片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。南京钨钢锯齿片厂当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
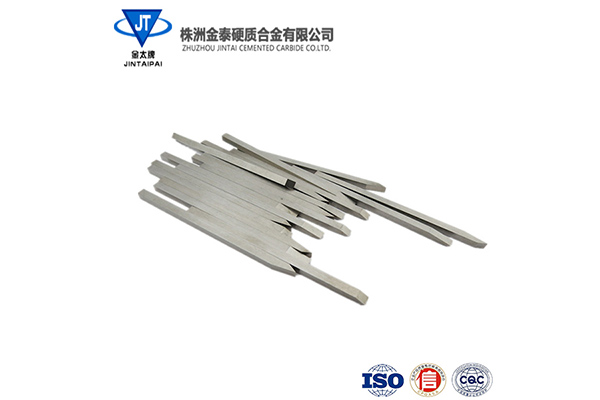
数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。钨钢锯齿片电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。非标钨钢锯齿片厂 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。

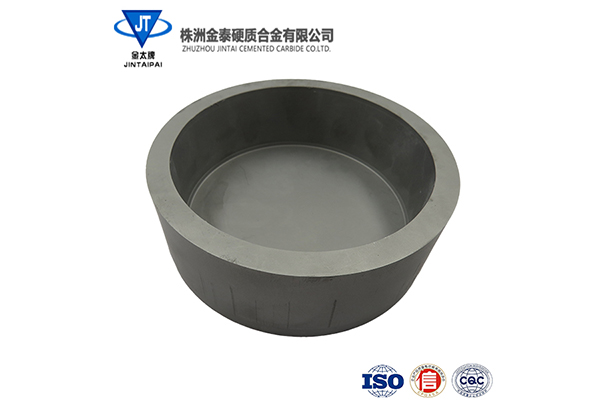
硬质合金圆片加工前需要对毛坯尺寸,外圆,内孔,厚度进行检查要求达到生产标准,详细检查平面平整度杜绝裂纹或者崩缺等有瑕疵的毛坯产品进入加工环节。钨钢锯齿片硬质合金圆片一次平面加工前先安装相应的夹具再修磨夹具,在磨削过程中要两面来回加工,以一个平面磨好后再磨第二个面,进刀量为0.01-0.02mm,光刀时间5秒,圆片的余量应留0.05-0.08mm以便后续加工。如有基本尺寸不到位的应做好标示,内裂纹或崩缺磨不起的应放置待处理。非标钨钢锯齿片硬质合金圆片生产加工工艺流程完成后,在清洗包装时必须轻拿轻放,不能化伤镜面、碰有缺口,清洗后风干表面不能留有水印。
一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。钨钢锯齿片 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。非标钨钢锯齿片厂钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。
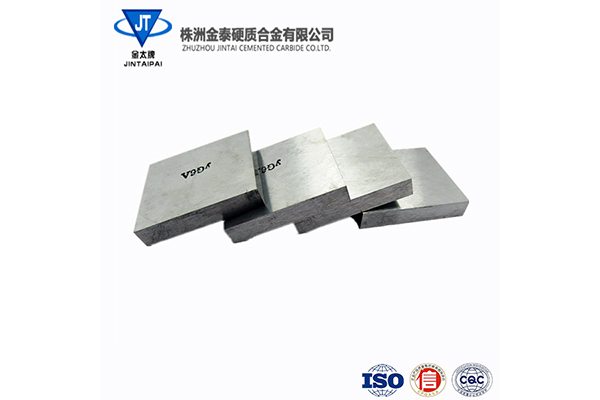
由于中国实行积极稳健的宏观经济政策,国民经济快速增长,硬质合金需求也因此高速增长。钨钢锯齿片在硬质合金需求增长的同时,产量也在不断增加,从2006年的1.45万吨增长到2011年的2.4万吨,年复合增长率达到10.60%。南京钨钢锯齿片据前瞻网分析,从《 2013-2017年中国硬质合金行业市场前瞻与投资战略规划分析报告》中预计到2015年我国硬质合金的产量将到达3万吨,工业总产值达到约230亿元。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





