
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

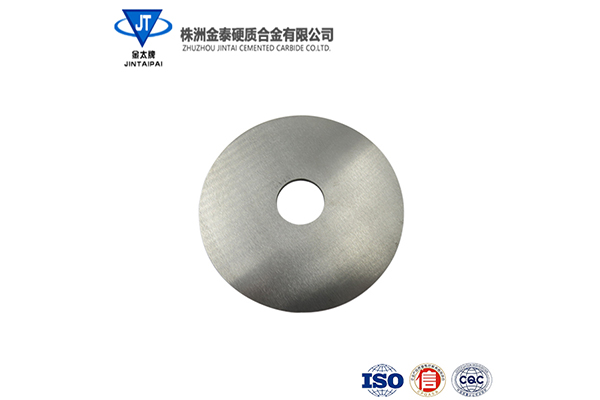
硬质合金圆片加工前需要对毛坯尺寸,外圆,内孔,厚度进行检查要求达到生产标准,详细检查平面平整度杜绝裂纹或者崩缺等有瑕疵的毛坯产品进入加工环节。硬质合金冷镦模硬质合金圆片一次平面加工前先安装相应的夹具再修磨夹具,在磨削过程中要两面来回加工,以一个平面磨好后再磨第二个面,进刀量为0.01-0.02mm,光刀时间5秒,圆片的余量应留0.05-0.08mm以便后续加工。如有基本尺寸不到位的应做好标示,内裂纹或崩缺磨不起的应放置待处理。非标硬质合金冷镦模硬质合金圆片生产加工工艺流程完成后,在清洗包装时必须轻拿轻放,不能化伤镜面、碰有缺口,清洗后风干表面不能留有水印。
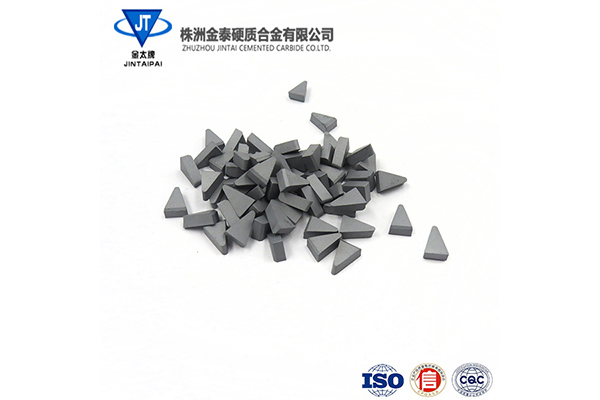
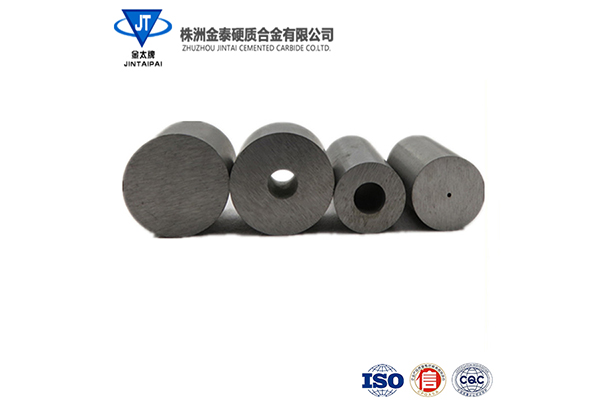
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。硬质合金冷镦模在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。浙江硬质合金冷镦模细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ 硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金冷镦模正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。非标硬质合金冷镦模加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。 数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。硬质合金冷镦模电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。非标硬质合金冷镦模厂家 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。 模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。硬质合金冷镦模弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。浙江硬质合金冷镦模冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换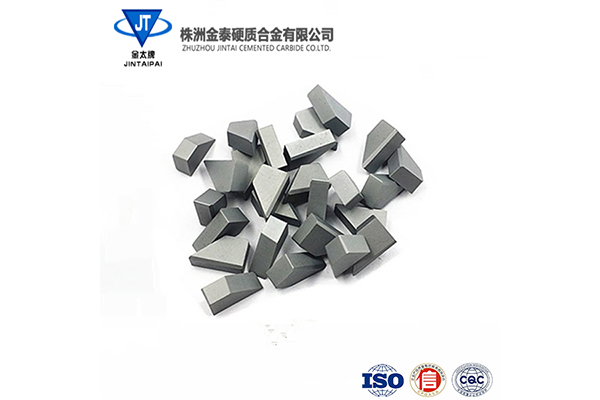
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





