
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
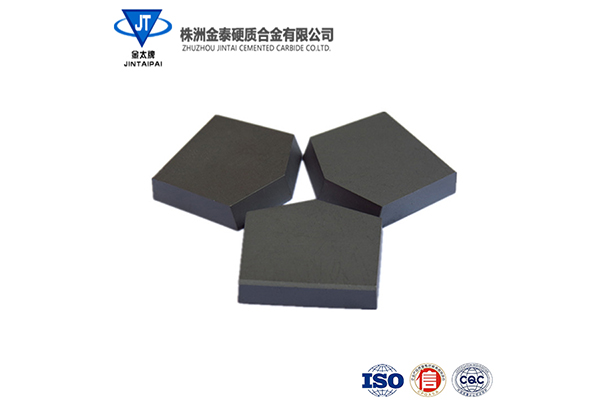
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。钨钢锯齿片因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。安徽钨钢锯齿片硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
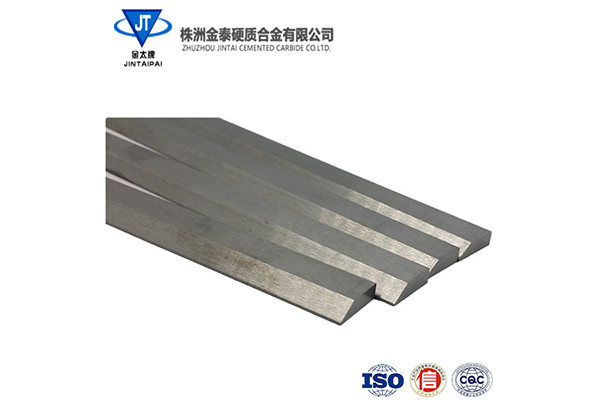
选购硬质合金方条时一定要了解其合金牌号,也就是硬质合金方条的物理性能参数,这点至关重要!选购硬质合金方条时要检验其外形尺寸,外形尺寸精准的硬质合金方条可减少你很多深加工的时间,从而提高你的生产效率并减少、降低你的加工成本。钨钢锯齿片选购硬质合金方条时要注意检测平面的平整度,对称度等形位公差,形位公差精度高的硬质合金方条做出来的产品品质更高,加工也要简单得多。安徽钨钢锯齿片选购硬质合金方条时要注意检查其边缘是否有崩边、缺角、圆角、胶皮、鼓泡、变形、翘起、过烧等不良现象。
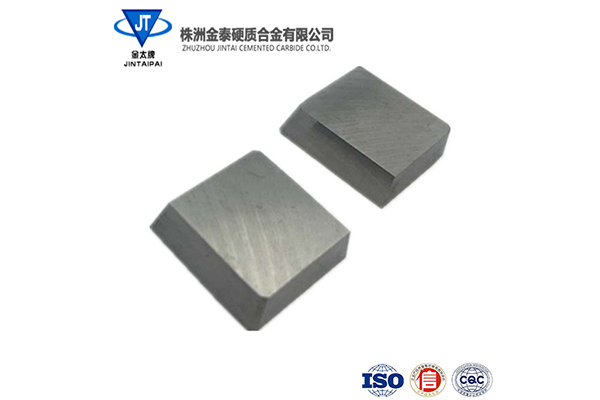
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。钨钢锯齿片硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。安徽钨钢锯齿片但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
由于中国实行积极稳健的宏观经济政策,国民经济快速增长,硬质合金需求也因此高速增长。钨钢锯齿片在硬质合金需求增长的同时,产量也在不断增加,从2006年的1.45万吨增长到2011年的2.4万吨,年复合增长率达到10.60%。安徽钨钢锯齿片据前瞻网分析,从《 2013-2017年中国硬质合金行业市场前瞻与投资战略规划分析报告》中预计到2015年我国硬质合金的产量将到达3万吨,工业总产值达到约230亿元。
硬质合金刀具型号:整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。钨钢锯齿片镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。供应钨钢锯齿片厂行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀

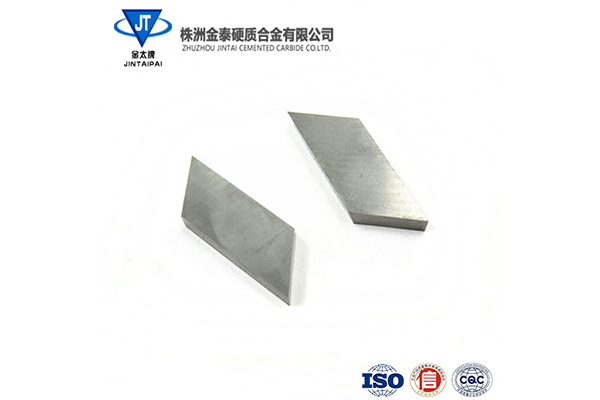
硬质合金模具的尺寸精度和形位精度是靠磨削来实现的。钨钢锯齿片由于对硬质合金的磨削力是对一般钢材磨削力的2-3倍。所以要求磨床的动力要大,刚性要高,就我国目前的机床水平,还没有加工硬质合金的专用磨床。故常造成加工误差,误差的累积效应将严重的损伤模具的使用寿命。供应钨钢锯齿片厂 在电火花加工过程中,由于放电的瞬间模具材料受到高达10000 ℃左右的高温作用和液体介质的作用,会使表层发生金相组织的变化,还有可能渗碳(工作液中的碳),渗金属(铜钨电极),甚至出现显微裂纹等,无疑影响寿命。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





