
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
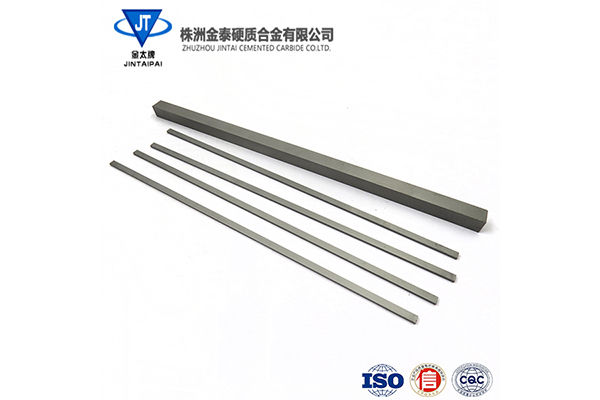
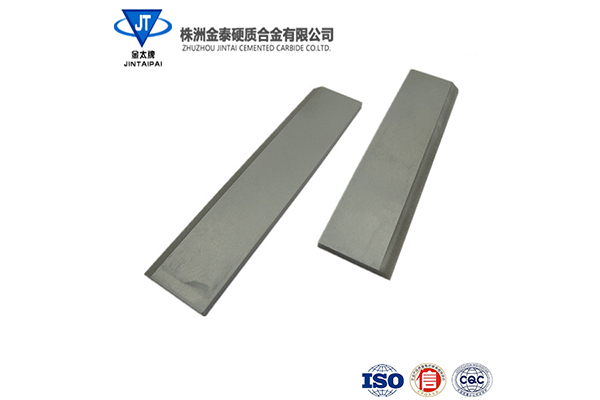
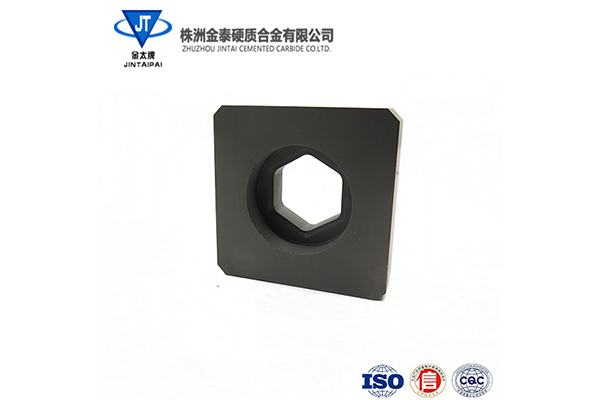
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。铜铝加工合金刀片在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。西安铜铝加工合金刀片细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ 硬质合金的性能受硬质相和黏结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。铜铝加工合金刀片合金中缺碳时,出现η相(脱碳相),合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,硬质合金刀片的切削性能更好,黏结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的黏结金属,与Ni、Fe比较,Co与硬质相的湿润性好,所黏结的硬质合金性能通常比Ni、Fe黏结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。供应铜铝加工合金刀片为强化黏结相,改善硬质合金的性能,研究出不同成分与结构的新黏结相。利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。 由于中国实行积极稳健的宏观经济政策,国民经济快速增长,硬质合金需求也因此高速增长。铜铝加工合金刀片在硬质合金需求增长的同时,产量也在不断增加,从2006年的1.45万吨增长到2011年的2.4万吨,年复合增长率达到10.60%。西安铜铝加工合金刀片据前瞻网分析,从《 2013-2017年中国硬质合金行业市场前瞻与投资战略规划分析报告》中预计到2015年我国硬质合金的产量将到达3万吨,工业总产值达到约230亿元。 硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。铜铝加工合金刀片正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。供应铜铝加工合金刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。 硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。铜铝加工合金刀片硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。西安铜铝加工合金刀片但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。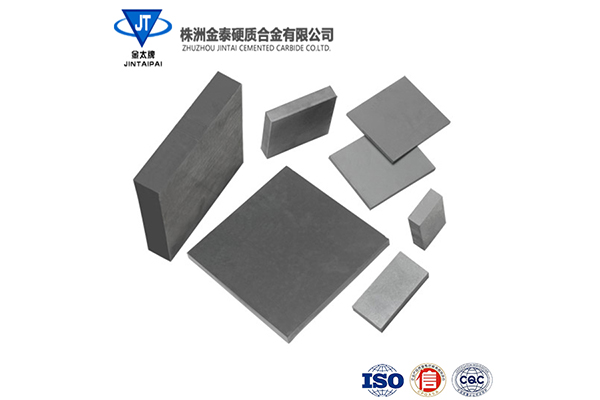

![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





