
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
硬质合金模具的钻孔方法:按划线钻孔。机夹刀片先画出孔的中心线,并在交点处打上较大的样冲眼,作为钻头尖的导入点。钻孔时,钻头对准样冲眼锪一个小窝,检查小窝与所划的圆孔中心线是否同心;如果略有偏斜,可移动工件纠正,如果偏斜较多或钻孔较大,可用样冲或尖在偏移的相反方向堑几条槽再试钻,直到试钻的窝位正确后才可正式钻孔。福建非标机夹刀片生产厂家钻通孔时,在将要钻穿前,必须减小走刀量。钻孔深度达到直径3倍时,钻头必须经常退出排屑,并注意冷却,防止钻头折断或退火。
硬质合金长条根据其不同性能和用途,有各种不同的牌号。非标机夹刀片最常用到的有YG系列的硬质合金长条,如:YG8钨钢条、YG3X硬质合金长条、YG6X钨钢长条、YL10.2硬质合金长条;另外,还有YT系列的硬质合金条,如:YT5硬质合金长条,YT14硬质合金长条。机夹刀片还有YD201硬质合金方条,YW1硬质合金条、YS2T硬质合金方条等。不同牌号的硬质合金方条的物理机械性能不尽一致,在选购时要根据使用条件、使用环境、使用用途及要求认真选择。

由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。机夹刀片钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。福建机夹刀片生产厂家钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
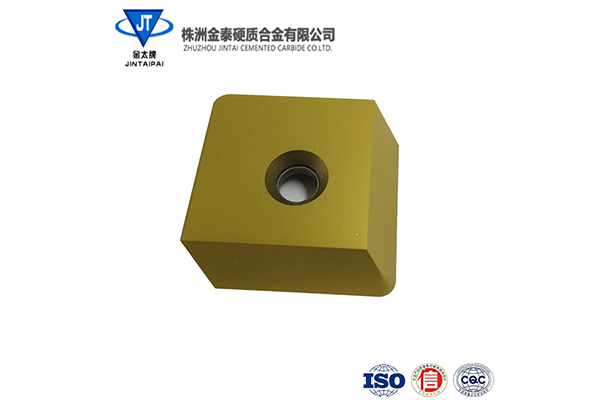
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。机夹刀片在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。福建机夹刀片细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ ① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。机夹刀片其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。福建机夹刀片主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。 硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。机夹刀片因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。福建机夹刀片硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。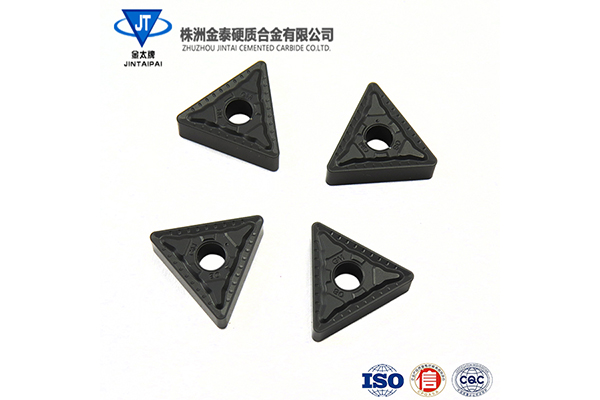
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





