
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
选购硬质合金方条时一定要了解其合金牌号,也就是硬质合金方条的物理性能参数,这点至关重要!选购硬质合金方条时要检验其外形尺寸,外形尺寸精准的硬质合金方条可减少你很多深加工的时间,从而提高你的生产效率并减少、降低你的加工成本。光纤切割刀选购硬质合金方条时要注意检测平面的平整度,对称度等形位公差,形位公差精度高的硬质合金方条做出来的产品品质更高,加工也要简单得多。新余光纤切割刀选购硬质合金方条时要注意检查其边缘是否有崩边、缺角、圆角、胶皮、鼓泡、变形、翘起、过烧等不良现象。
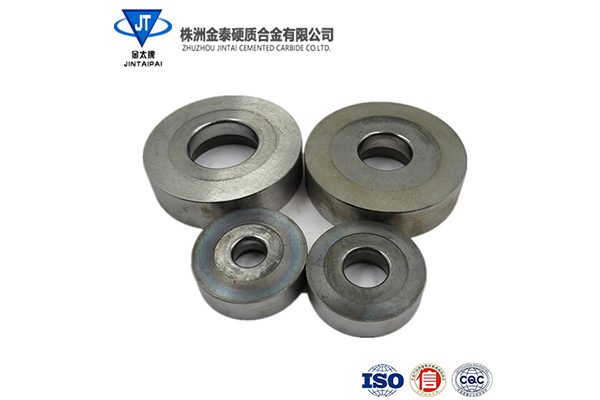
一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。光纤切割刀 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。供应光纤切割刀厂钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。
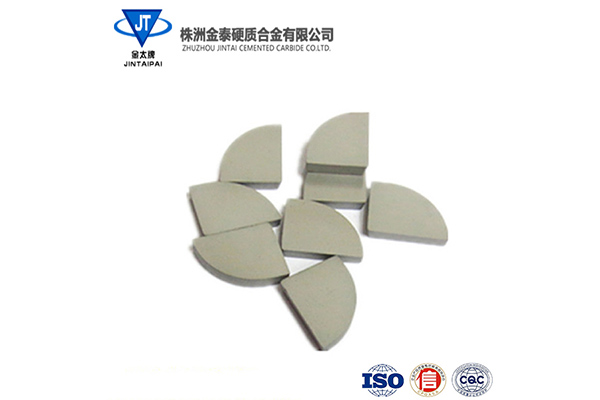
由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。光纤切割刀钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。新余光纤切割刀厂钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
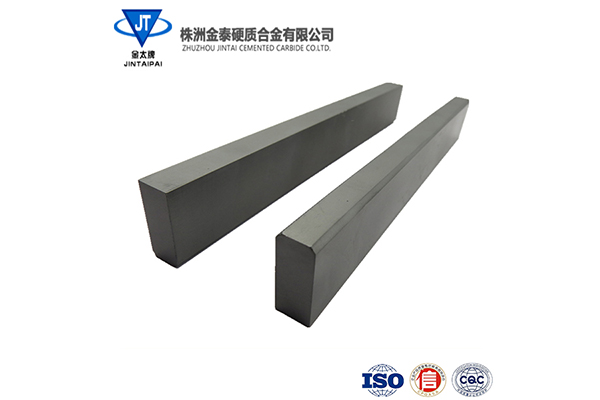
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。光纤切割刀硬质合金长条具有硬度高,强度高,红硬性好,焊接性能好等特点,是制作优质高档耐磨刀具的上等材料...... 硬质合金长条主要由WC碳化钨和Co钴粉末混合采用冶金方法经制粉、球磨、压制、烧结而成的,主要合金成分为WC和Co。新余光纤切割刀厂不同用途的硬质合金长条中的WC和Co的成分含量不仅一致,使用范围极广泛。
用完需清洁整理 一般产品在加工的过程中,都会存在加工尺寸深度各方面的不同,所以,都会存在中途换刀的可能。中途换下来的刀,一般都会或多或少的粘上一些铁屑(也有可能是铜、铝屑,因加工工件不同),为了方便下次使用,尽量用气枪吹掉上面的铁屑。供应光纤切割刀厂清洁完后需放回包装盒 钨钢(硬质合金)铣刀与白钢铣刀不同,材质硬度比较高,如果不小心碰到,或是掉地上,都有可能造成刃口的破损,很多时候,有缺口的刀就无法使用。建议刀具清洁完成后,尽量放回包装盒内,这样就能减少很多人为的损坏。光纤切割刀钨钢铣刀不用防锈油 钨钢的主要成份是碳化钨钢(WC)与钴Co,不存在铁的成份,所以,只要不粘到切削液,是不会产生腐蚀的。
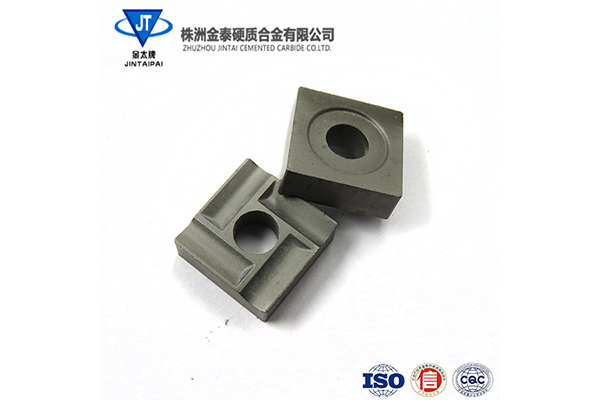
对于不熟悉这个产品的人来说这个工序更加没有听过了,但是经常做这个工作的人会有很强的熟悉感,今天在这里就给大家普及一下这方面的知识,让大家对它的了解更深一步,加深对该产品的认识。光纤切割刀除了电火花加工还有其他的加工方法,电火花加工的过程不是很复杂,首先由于它的作业对象是硬质合金模具的凹模型孔的穿孔工作,为了避免热处理变形的不良影响,通常都是在它之后进行,这道工序保证了较短的生产周期,提高生产的效率,真是不错的选择。电火花的加工生产特别适合较长周长的型孔和多型孔和小型孔的加工。光纤切割刀厂我们在实际的操作中就需要注意型孔的大小,大家在这一点也可以参照说明进行,因为说明的针对性很强。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





