
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金板材正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。供应硬质合金板材加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
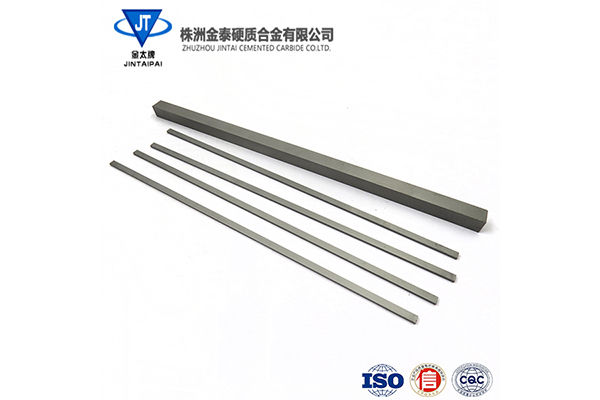
使用模具来生产金属工件的设备操作起来有一定危险性,因此要严格遵守操作规范,这样才能杜绝安全隐患,保证安全生产。硬质合金板材所以要使用硬质合金模具进行加工前,应该先认真阅读说明书,熟悉机器的性能、功能和操作方法。使用硬质合金模具进行加工时,需要时时注意设备的运行状况,不能在机器运行时离开,使机器出于无人监管的状态。在发现机器出现异常的情况下要立即停机排查,能解决的问题及时解决,不能解决地要联系售后来处理。使用硬质合金模具进行加工生产的操作人员应当具备一定的经验和机械基础,其他人未经允许不可操作机器。苏州硬质合金板材而且进行操作时应当穿着符合要求的服装,堵住袖口、裤口不可过长,且应当做收口处理。必须戴工作帽,防止头发卷入机器。
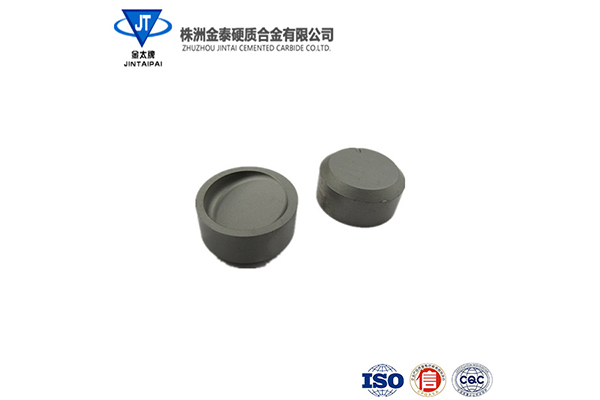
硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。硬质合金板材正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。苏州硬质合金板材硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上,由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。

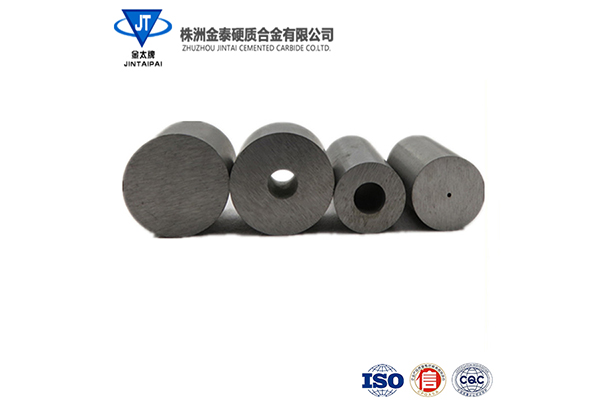
硬质合金模具材料需要具备四大性能:1.必须具有高的强耐性:模具在挤压过程中要同时接受极大的挤压力、弯曲应力、冲击等杂乱的负荷。硬质合金板材故请求所选用的资料,通过热处理后,应具有高的强耐性。2.必须具备非常良好的耐磨性:模具应有高的耐磨性,才敢确保正常的使用寿命,出产出大批量合格的挤压件。3.必须有足够的热稳定性:每次连续生产的时候,模具的温升有时到达或超越200℃,这对用160~180℃作回火温度的模具材料,会使强度、硬度降低,因此用于温升较高的模具材料,应具有杰出的抗回火稳定性。4.必须具有杰出的技术性:冷挤压模具的制造周期长,技术杂乱,精度请求高。通常均须通过铸造、切削加工、热处理、磨削或其它精加工等。供应硬质合金板材生产厂家故只要技术性对比杰出的资料,才干满意出产上的需求
钨钢拉伸模具损耗问题的简单介绍:工作带抛光模具工作带部分及分流腔部分的粗糙度决定铝型材的表面质量,特别是工作带接触面越粗糙,摩擦力越大,模具磨损越快,越容易堵模,从而挤压力增大,造成模具崩裂报废。硬质合金板材工作带抛光必须保证其平面度与挤压方向平行的要求,以防止产生促流角或阻碍角,影响金属流速造成堵模。苏州供应硬质合金板材装配质量的影响对分流模与平模除有相同的质量要求外,还要控制模具模孔的装配质量,使模芯与型孔各部位间隙配合均匀,否则会产生局部间隙超差而报废。另外,在保证型材壁厚合格的情况下,尽量以壁厚下限装配间隙,这样可以提高模具使用寿命。模具的氮化处理模具经试模合格后,应进行氮化,目前氮化工艺很多,氧化介质不同其工艺就不同。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





