
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
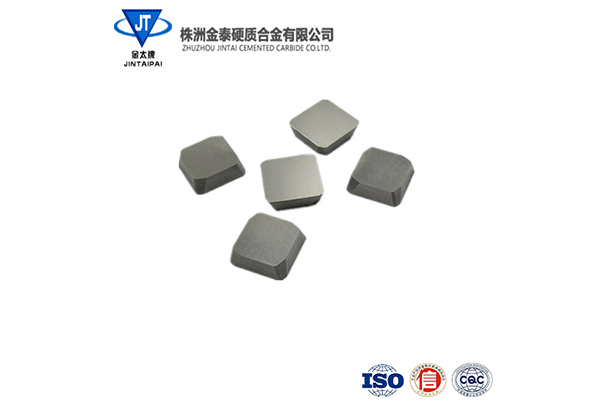
硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。防滑钉正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。山东防滑钉硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上,由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。防滑钉因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。山东防滑钉硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
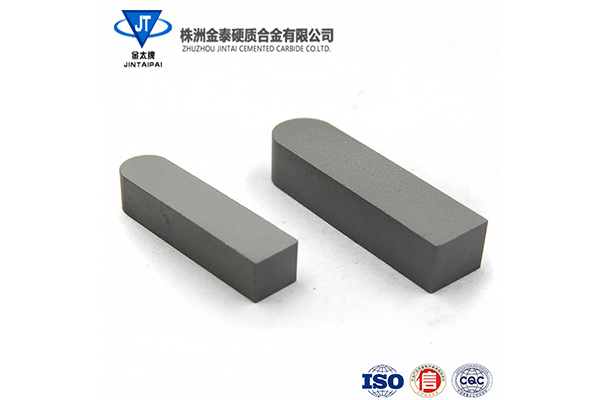
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。防滑钉硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。山东防滑钉但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
使用模具来生产金属工件的设备操作起来有一定危险性,因此要严格遵守操作规范,这样才能杜绝安全隐患,保证安全生产。防滑钉所以要使用硬质合金模具进行加工前,应该先认真阅读说明书,熟悉机器的性能、功能和操作方法。使用硬质合金模具进行加工时,需要时时注意设备的运行状况,不能在机器运行时离开,使机器出于无人监管的状态。在发现机器出现异常的情况下要立即停机排查,能解决的问题及时解决,不能解决地要联系售后来处理。使用硬质合金模具进行加工生产的操作人员应当具备一定的经验和机械基础,其他人未经允许不可操作机器。山东防滑钉而且进行操作时应当穿着符合要求的服装,堵住袖口、裤口不可过长,且应当做收口处理。必须戴工作帽,防止头发卷入机器。
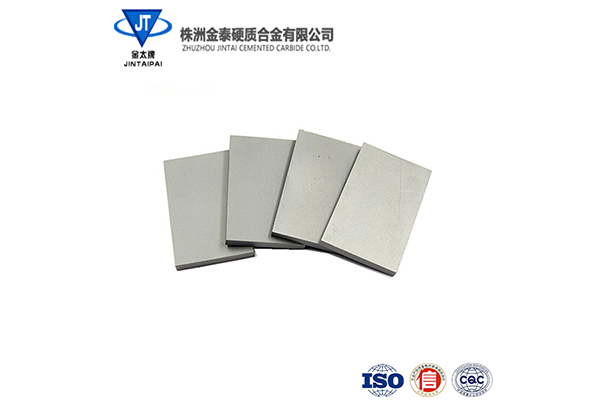
一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。防滑钉 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。非标防滑钉生产厂家钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。

我国硬质合金模具根据用途可分为四类; 第一类为硬质合金拉丝模具,这类模具占硬质合金模具的绝大部分。第二类模具是冷镦冷冲模、整形模,主要牌号有YC20C、YG20、YG15、CT35以及株洲硬质合金厂的新牌号YJT30和中南工大粉末冶金厂的 MO15。山东防滑钉第三类模具是用于磁性材料生产的无磁合金模,还有一些厂在研制生产。如YSN系列的YSN(包括20、25、30、35、40)以及钢结无磁模牌号TMF。防滑钉第四类为热作模,这类合金暂无标准牌号,市场需要在增加。有些厂家正在研制开发,如YD40及上海材料所的旋锻模用CNW。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





