
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
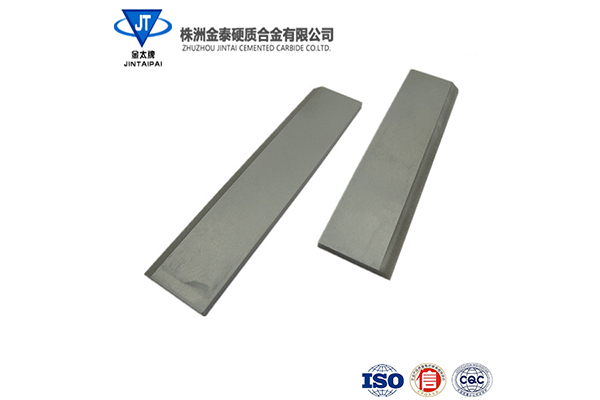
硬质合金,由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金木工长条硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。镇江硬质合金木工长条硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金木工长条因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。镇江硬质合金木工长条硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
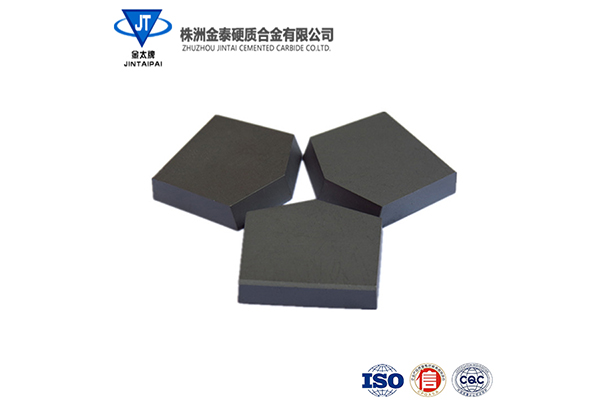
由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。硬质合金木工长条钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。镇江硬质合金木工长条厂钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
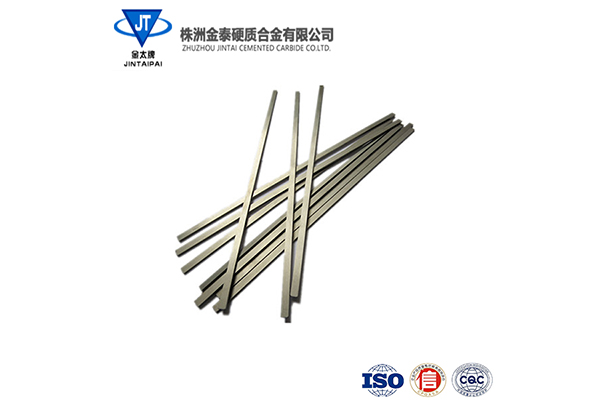
随着中国汽车产业急速扩张,汽车零部件加工的切削工具的需求不断增大,中国钢铁、交通、建筑等领域对硬质合金的需求也愈发旺盛。硬质合金木工长条在国外硬质合金跨国公司的战略图景中,中国市场已经悄然由配角变为主角。分析指出,到“十二五”末期,我国硬质合金产量达到3万吨,销售收入达到300亿元,深加工产品产量占硬质合金总量的40%以上。出口相比“十一五”将翻一番,力争超过10亿美元。硬质合金木工长条厂硬质合金将向精深加工、工具配套方向发展;向超细、超粗及涂层复合结构等方向发展;向循环经济、节能环保方向发展;向精密化、小型化方向发展。
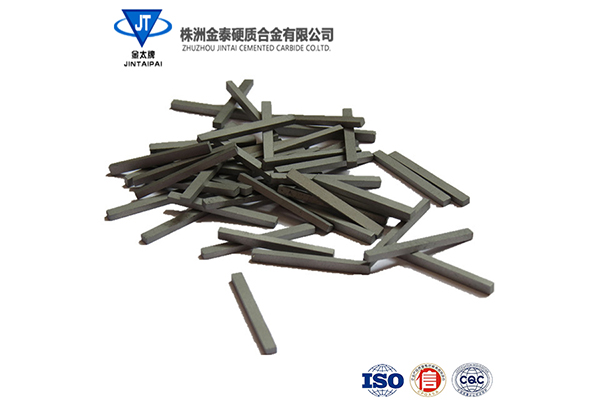
钨钢拉伸模具损耗问题的简单介绍:工作带抛光模具工作带部分及分流腔部分的粗糙度决定铝型材的表面质量,特别是工作带接触面越粗糙,摩擦力越大,模具磨损越快,越容易堵模,从而挤压力增大,造成模具崩裂报废。硬质合金木工长条工作带抛光必须保证其平面度与挤压方向平行的要求,以防止产生促流角或阻碍角,影响金属流速造成堵模。镇江非标硬质合金木工长条装配质量的影响对分流模与平模除有相同的质量要求外,还要控制模具模孔的装配质量,使模芯与型孔各部位间隙配合均匀,否则会产生局部间隙超差而报废。另外,在保证型材壁厚合格的情况下,尽量以壁厚下限装配间隙,这样可以提高模具使用寿命。模具的氮化处理模具经试模合格后,应进行氮化,目前氮化工艺很多,氧化介质不同其工艺就不同。

① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。硬质合金木工长条加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。镇江硬质合金木工长条厂当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





