
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

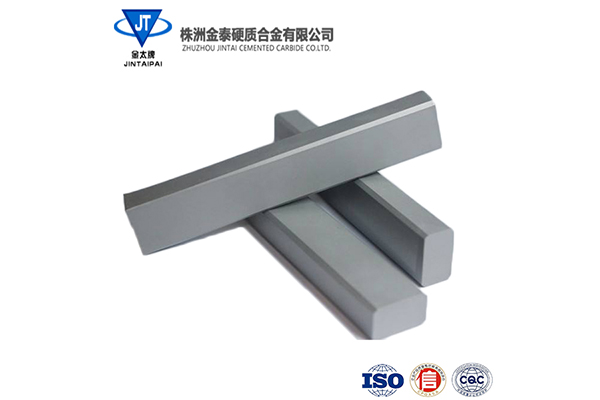
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金长条因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。广西硬质合金长条硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
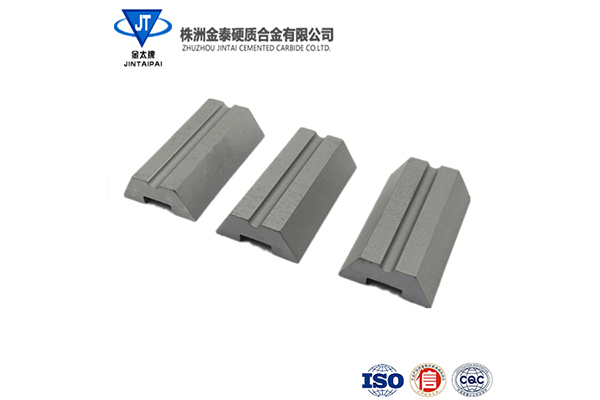
我国硬质合金模具根据用途可分为四类; 第一类为硬质合金拉丝模具,这类模具占硬质合金模具的绝大部分。第二类模具是冷镦冷冲模、整形模,主要牌号有YC20C、YG20、YG15、CT35以及株洲硬质合金厂的新牌号YJT30和中南工大粉末冶金厂的 MO15。广西硬质合金长条第三类模具是用于磁性材料生产的无磁合金模,还有一些厂在研制生产。如YSN系列的YSN(包括20、25、30、35、40)以及钢结无磁模牌号TMF。硬质合金长条第四类为热作模,这类合金暂无标准牌号,市场需要在增加。有些厂家正在研制开发,如YD40及上海材料所的旋锻模用CNW。

硬质合金模具采用线材作线电极,省掉了成形工具电极,大大降低了成形工具电极的设计和制造费用,缩短了生产准备时间及硬质合金模具加工周期。硬质合金长条能用很细的电极丝加工微细异型孔,窄缝和复杂形状的工件。硬质合金模具采用移动的长金属丝进行加工,单位长度的金属丝损耗小,对加工精度的影响,可以忽略不计,加工精度高,当重复使用的电极丝有显著消耗时,可以更换。硬质合金长条厂以切缝的形式按轮廓加工,蚀除量少,不仅生产提高,材料利用率也高。自动化程度高,操作使用方便,易于实现微机控制。可直接采用精加工或半精加工规准一次成形,一般不需要中途换电规准。一般硬质合金模具采用水质工作液,避免发生火灾
硬质合金的性能受硬质相和黏结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。硬质合金长条合金中缺碳时,出现η相(脱碳相),合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,硬质合金刀片的切削性能更好,黏结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的黏结金属,与Ni、Fe比较,Co与硬质相的湿润性好,所黏结的硬质合金性能通常比Ni、Fe黏结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。供应硬质合金长条为强化黏结相,改善硬质合金的性能,研究出不同成分与结构的新黏结相。利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。
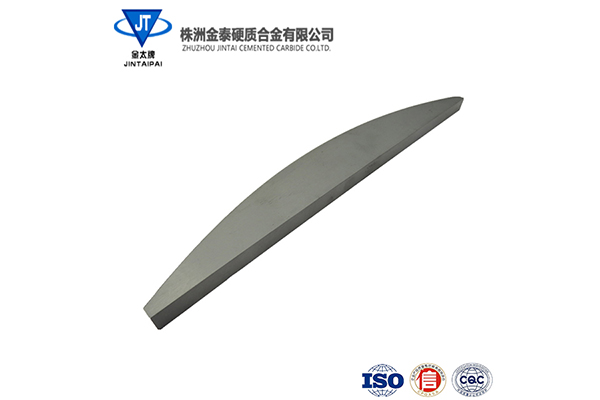
摩擦磨损是硬质合金的重要服役行为,该性能也是决定硬质合金应用场合的关键指标。硬质合金长条通常摩擦磨损可分为两大类,第一类是由于摩擦副之间的机械作用而产生的;第二类是由于摩擦副之间的化学反应,如氧化、摩擦化学反应所导致的。机械磨损又可分为摩蚀、侵蚀、粘着、和表面疲劳磨损等。硬质合金在应用过程中主要是摩蚀破坏形式,也称为磨粒磨损。减少晶粒尺寸总的来说有利于提高硬质合金的耐磨损能力。硬质合金长条厂例如超细晶粒硬质合金的抗磨损性能是普通硬质合金的两倍。但是,具体的摩擦磨损机理需要视摩擦对耦合硬质合金本身的组织结构而定。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





