
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。硬质合金长条电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。定制硬质合金长条厂 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。
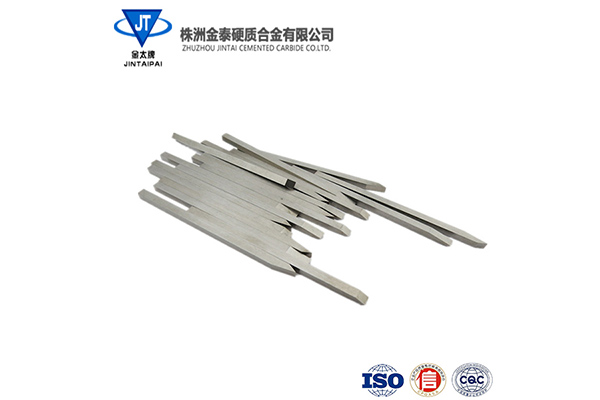
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。硬质合金长条在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。江西硬质合金长条细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ 由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。硬质合金长条钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。江西硬质合金长条厂钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。 硬质合金产品中尤其是高效硬质合金刀片,已经从最初定位的消耗品成为如今提高生产效率的强有力工具,高效硬质合金刀片市场主体化趋势越来越明显,作为财富切削利器必定是最具市场竞争的超硬刀具。硬质合金长条我国刀具结构失衡就生产刀具与需求不对路,在刀具市场结构失控的情况下,生产出高效先进的刀具产品才是硬道理,这才能够让刀具市场大转变。国内的制造业拥有的高速高效数控机床和加工中心数量正在迅速增加,现代高效先进刀具今后将逐步成为市场的主流。定制硬质合金长条厂放眼硬质合金产品前瞻市场,株洲硬质合金产业积极响应主流市场发展要求。株洲作为我国硬质合金生产发展基地,起源与我国第1个5年计划,最初主要发展用于军事工业。伴随60多年的发展,株洲已经成为我国乃至亚洲最大的硬质合金生产基地,株洲高效硬质合金刀片市场主流化的趋势也将成为焦点。 ① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金长条其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。江西硬质合金长条主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





