
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
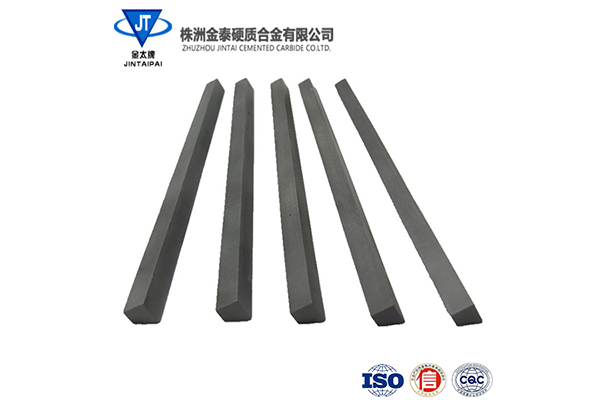
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金铣刀片其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。青海硬质合金铣刀片主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
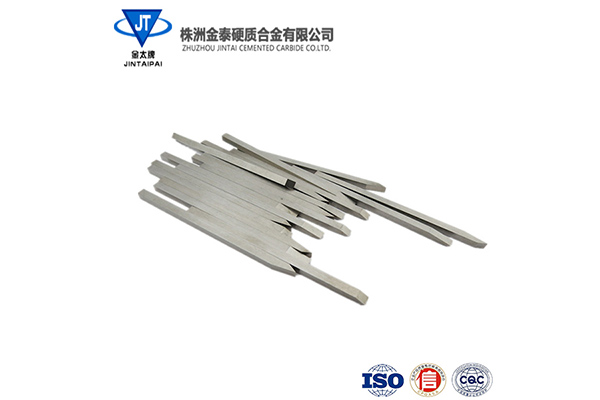
我国硬质合金模具根据用途可分为四类; 第一类为硬质合金拉丝模具,这类模具占硬质合金模具的绝大部分。第二类模具是冷镦冷冲模、整形模,主要牌号有YC20C、YG20、YG15、CT35以及株洲硬质合金厂的新牌号YJT30和中南工大粉末冶金厂的 MO15。青海硬质合金铣刀片第三类模具是用于磁性材料生产的无磁合金模,还有一些厂在研制生产。如YSN系列的YSN(包括20、25、30、35、40)以及钢结无磁模牌号TMF。硬质合金铣刀片第四类为热作模,这类合金暂无标准牌号,市场需要在增加。有些厂家正在研制开发,如YD40及上海材料所的旋锻模用CNW。

“十二五”规划明确提出发展高端装备制造业,这对高端刀具市场的机遇发展是显而易见的,硬质合金刀具高端市场高速发展势头锐不可当,加上宏观调控的指导高速发展必然。硬质合金铣刀片要迎接硬质合金刀具高端市场的机遇和挑战,我国本土硬质合金刀具生产制造应审时度势,以市场需求为导向,积极调整产业结构、提升产品档次,开发适应汽车、高铁、家电等有关国际民生的高性能硬质合金切削刀具。非标硬质合金铣刀片前景如此广阔,自身的生产能力也必须提高,基础技术、创新能力、推广能力和服务能力必须配套发展,以株洲硬质合金为龙头的产业集群要在技术应用领域做好带头示范作用,引领我国硬质合金刀具接受高端市场机遇和挑战。
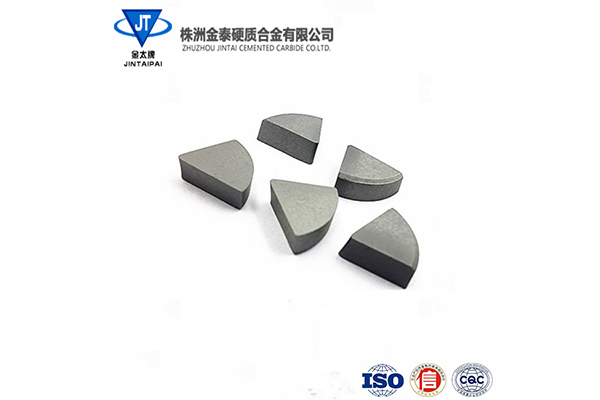
① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时最为合适,温度过高或过低都会发生脱焊。硬质合金铣刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。青海硬质合金铣刀片厂家当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





