
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

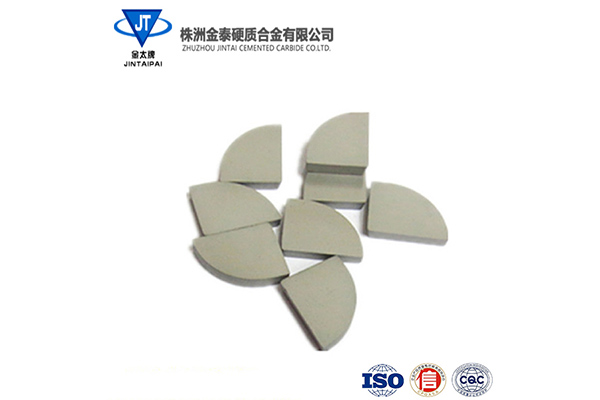
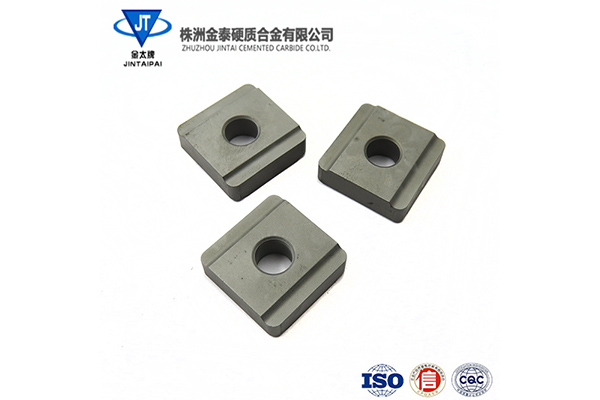
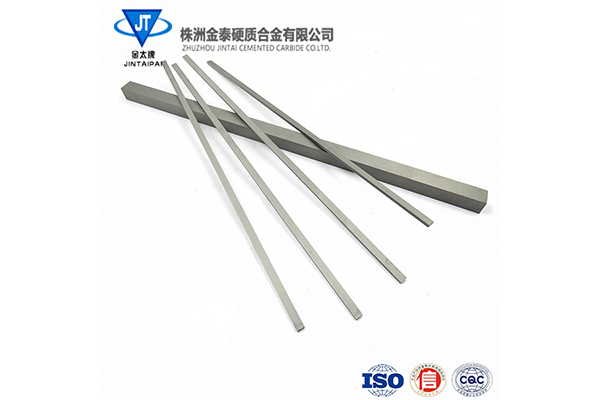
我国硬质合金起步虽晚,但发展迅速。目前,硬质合金模具基本上已系列化和标准化。从近几年发展情况来看,我国硬质合金模具的研究和设计的理论已更深入、更科学,应用也更广泛。硬质合金长条在开发新型硬质合金材料上,前几年以铁镍代钻为热门,近几年来,新的研究热门是细晶、超细晶,甚至纳米晶硬质合金和梯度硬质合金。梯度硬质合金,又有成分梯度、组织结构梯度等,此外,也有用金属熔液渗透处理方法来生产梯度硬质合金的,如梯度硬质合金顶锤等。莱芜硬质合金长条细晶和超细晶硬质合金也已面市,如细晶YGS拉丝模,在拉制φ ① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金长条其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。莱芜硬质合金长条主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。 制造过程:首先是混粉工艺调配出比例适当的原料,然后通过压制或挤出的工艺使之成型,再进行烧结工艺正式成材。供应硬质合金长条厂家随后进行机械加工,主要包括无心磨、段差磨、外圆磨、工具磨、五轴磨削中心或光学曲线磨等,其间可能还会穿插一些电加工,之后还有刃口处理,表面处理,涂层,涂层后处理等,最后是产品标识包装发货。硬质合金长条最近五年国产整体硬质合金刀具实现了突飞猛进,不仅是在价格和交期上优于欧美系,品质上也做到了不相上下! 伴随经济社会的发展和生产制造业的具体使用情况,硬质合金刀具的服务要求越来越明显,与机床设备相似,客户购买切削刀具,并不只是需要刀具本身,更需要达到完美切削的要求,尤其是以硬质合金刀具为主的高端切削刀具市场。硬质合金长条随着新型制造行业的产生以及客户对生产效率越来越高的要求,国际刀具制造企业都在细分自己的技术团队。从研发到技术服务团队,已经拥有了模具工业组、汽车工业组、航空工业组、MTB组,还有新增加的能源工业组、医疗产业组等。我国“十二五”规划发展要求也是刀具市场的机遇和挑战。金属切削刀具属于消费类工业品,价格就是竞争市场的武器。硬质合金长条厂家对于生产企业来说,规模化销售摊平成本,做专做精都是企业获得相应利润的重要途径。立足品质,专注品牌,提升硬质合金刀具的产品服务,以最大限度的满足客户朋友对钨钢刀片、硬质合金刀片等超硬切削刀具的使用需求。 硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金长条因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。莱芜硬质合金长条硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。 硬质合金刀具的破损和磨损一样,也是刀具使用效果失效的一个表现。硬质合金刀具在超过一定的切削作业环境情况下,如果承受不住更强大的应力,就可能发生刀具提前损坏,使其提前失去切削能力,这种情况就是刀具破损。硬质合金长条破损是相对与磨损而已,简单而言就是非正常的磨损。刀具的破损主要表现在崩刃、碎断、剥落、裂纹等形式。工欲善其事,必先利其器,利器也更应该注意安全使用。硬质合金长条厂家生产加工作业,硬质合金刀具发生非正常的损耗,如果不能及时采取措施,可能会造成工件报废,甚至机床损坏等更大的损失,对硬质合金刀具使用耗损的具体使用情况需要密切关注!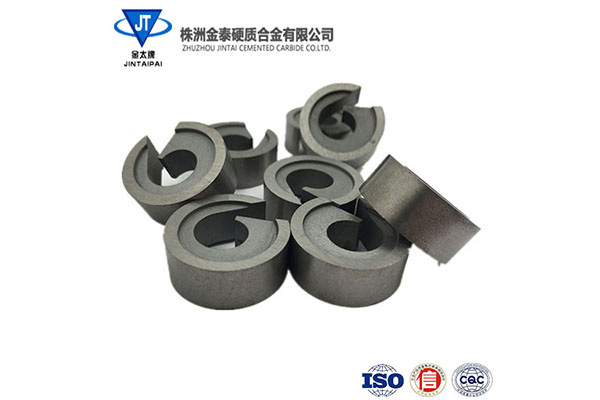

![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





