
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

从标准的实质来讲,应该分为技术标准和产品标准两种,技术标准是一种较为公开的标准,而产品标准做起来却很困难,要考虑硬质合金模具的实验标准、精度标准、试验装置的标准等多个方面。所以,标准的制订非一日之功,它必须建立在行业扩大、经济实力雄厚的基础之上,条件成熟之时,将是标准出台之日。硬质合金模具纵观我国硬质模具现状,可谓喜忧参半。宁波硬质合金模具生产厂家喜的是硬质模具生产已有一定基础,且合金齿轮发展的大趋势会给硬质合金模具带来更大的市场空间;忧的是国内生产硬质模具的水平与世界先进水平还有一段距离,而且在齿轮行业尤其是合金齿轮行业大发展的趋势下,国内对市场变化的反应不够敏锐,配套研究难以跟上市场需求。
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金模具正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。非标硬质合金模具加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
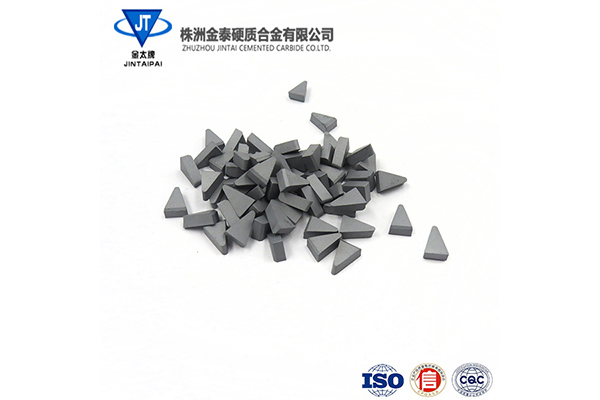
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。硬质合金模具硬质合金长条具有硬度高,强度高,红硬性好,焊接性能好等特点,是制作优质高档耐磨刀具的上等材料...... 硬质合金长条主要由WC碳化钨和Co钴粉末混合采用冶金方法经制粉、球磨、压制、烧结而成的,主要合金成分为WC和Co。宁波硬质合金模具生产厂家不同用途的硬质合金长条中的WC和Co的成分含量不仅一致,使用范围极广泛。
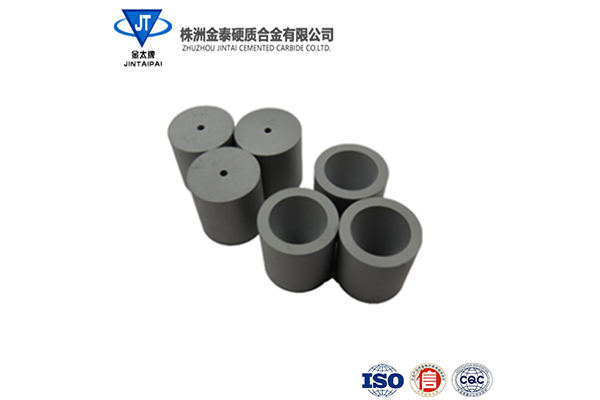
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。硬质合金模具其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。宁波硬质合金模具主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。
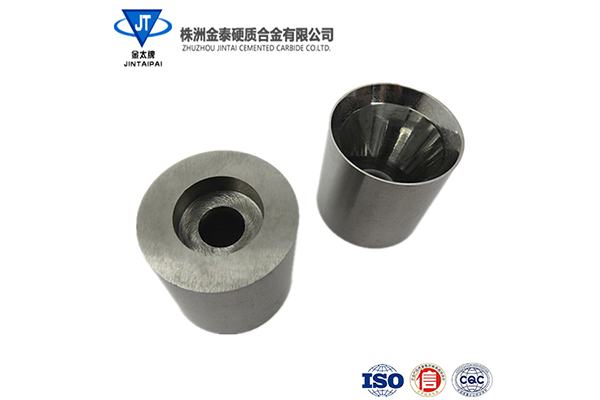
硬质合金模具的钻孔方法:按划线钻孔。硬质合金模具先画出孔的中心线,并在交点处打上较大的样冲眼,作为钻头尖的导入点。钻孔时,钻头对准样冲眼锪一个小窝,检查小窝与所划的圆孔中心线是否同心;如果略有偏斜,可移动工件纠正,如果偏斜较多或钻孔较大,可用样冲或尖在偏移的相反方向堑几条槽再试钻,直到试钻的窝位正确后才可正式钻孔。宁波非标硬质合金模具生产厂家钻通孔时,在将要钻穿前,必须减小走刀量。钻孔深度达到直径3倍时,钻头必须经常退出排屑,并注意冷却,防止钻头折断或退火。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





