
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

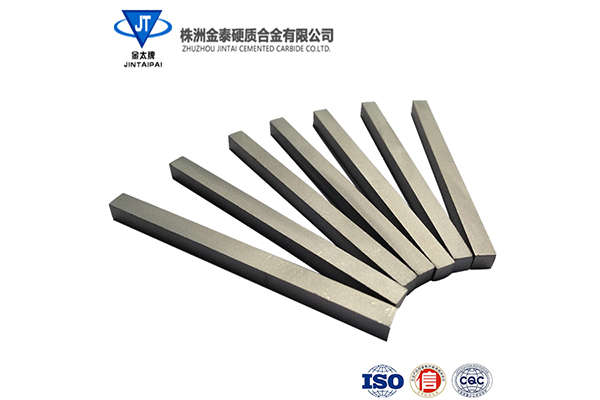
① 钨钴类硬质合金 主要成分是碳化钨(WC)和粘结剂钴(Co)。制砂条其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。② 钨钛钴类硬质合金 主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。钨钛钽刀具③ 钨钛钽(铌)类硬质合金。临汾制砂条主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或万能硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。

一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些牌号的硬质合金的钎焊面积对照大时更应当惹起重视。制砂条 关闭式或半关闭式的槽形,是增加钎焊应力促使造成裂纹的重要原因。应在满足焊缝强度使用要求的情况下,尽可能减少钎焊面积,以减小钎焊应力。焊接加热速度太快或焊后冷却速度过快会造成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超过允许的加热速度时,可能产生可见的裂纹和里面不可见的裂纹。定制制砂条生产厂家钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应避免将工件放在潮湿的地面上,或放在潮湿的石灰槽中,这会使硬质合金因骤冷而产生裂纹。

硬质合金的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。制砂条正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。定制制砂条加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
硬质合金模具材料需要具备四大性能:1.必须具有高的强耐性:模具在挤压过程中要同时接受极大的挤压力、弯曲应力、冲击等杂乱的负荷。制砂条故请求所选用的资料,通过热处理后,应具有高的强耐性。2.必须具备非常良好的耐磨性:模具应有高的耐磨性,才敢确保正常的使用寿命,出产出大批量合格的挤压件。3.必须有足够的热稳定性:每次连续生产的时候,模具的温升有时到达或超越200℃,这对用160~180℃作回火温度的模具材料,会使强度、硬度降低,因此用于温升较高的模具材料,应具有杰出的抗回火稳定性。4.必须具有杰出的技术性:冷挤压模具的制造周期长,技术杂乱,精度请求高。通常均须通过铸造、切削加工、热处理、磨削或其它精加工等。定制制砂条生产厂家故只要技术性对比杰出的资料,才干满意出产上的需求
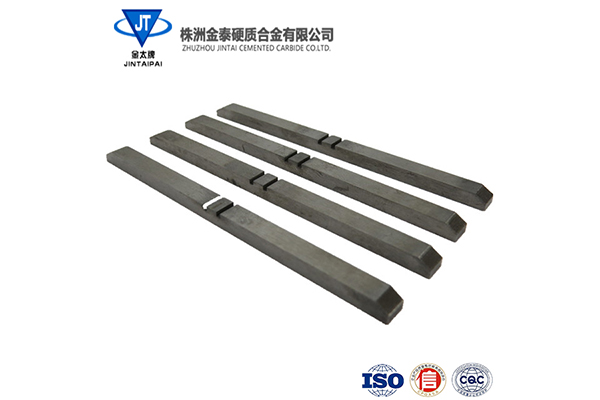
模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。制砂条弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。临汾制砂条冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





