
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

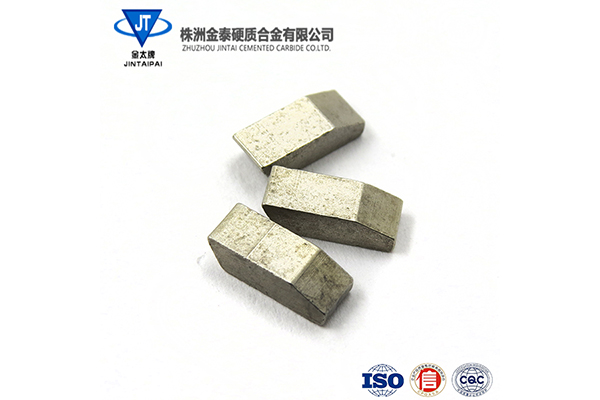
硬质合金刀具的破损和磨损一样,也是刀具使用效果失效的一个表现。硬质合金刀具在超过一定的切削作业环境情况下,如果承受不住更强大的应力,就可能发生刀具提前损坏,使其提前失去切削能力,这种情况就是刀具破损。硬质合金破碎锤破损是相对与磨损而已,简单而言就是非正常的磨损。刀具的破损主要表现在崩刃、碎断、剥落、裂纹等形式。工欲善其事,必先利其器,利器也更应该注意安全使用。硬质合金破碎锤厂家生产加工作业,硬质合金刀具发生非正常的损耗,如果不能及时采取措施,可能会造成工件报废,甚至机床损坏等更大的损失,对硬质合金刀具使用耗损的具体使用情况需要密切关注!
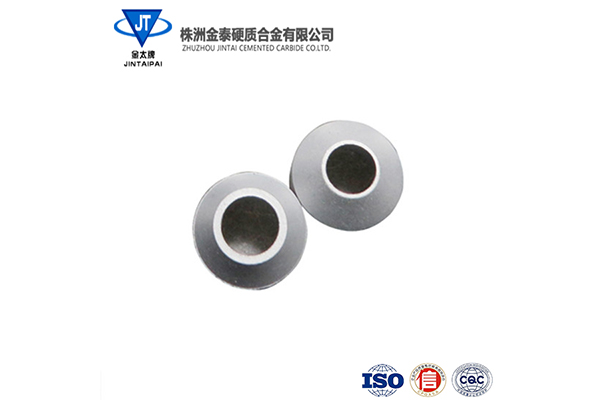
钨钢与钢的钎焊方法主要有氧气-乙炔火焰钎焊、高频感应钎焊、接触电阻钎焊、浸铜钎焊以及加热炉中钎焊等。硬质合金破碎锤常用的钎焊方法:氧气-乙炔火焰钎焊 是最常用的钎焊方法之一。高频感应钎焊 接触钎焊 浸铜钎焊。常用的保护涂料钨钢钎焊中常用的保护涂料有以下两种。运城硬质合金破碎锤厂家印刷用的黑色油墨和240号粒度的石英粉,按1:2的比例混合均匀,调成糊状,即可使用。用Al2O3粉20%,石墨粉80%混合均匀后,再与5%的水和50%的水玻璃(模数为1.2,密度为1.6g/cm3)液体调配而成,氧化铝越多,涂层的强度越高。

数控成形铣削工艺 为塑料注射模具、压铸模具等成型模具成形件加工的主要工艺方法,特别是高速铣削工艺、4-5轴联动加工工艺的应用,已成为成形件现代加工工艺的主要方法。硬质合金破碎锤电火花成形加工工艺,常用于一般精度成形模型腔加工,常用于成形件经成形铣削后的精密加工,以降低型面粗糙度数值,减少研磨,抛光工作量。数控、精密坐标孔系加工工艺4、 数控、精密电火花线切割加工工艺,常用于一般冲模成形件的最终加工工工序,也用于高精密模具成形件的预加工。供应硬质合金破碎锤厂家 精密成形磨削加工工艺,主要用于冲模凹模凸模拼块的精度成形加工。 成型模具型腔的挤压成形加工工艺,精密铸造成型工艺,前者主要用于形状简单、较浅型腔加工,后者,则主要用于汽车压延模凹模等中,大型凹模成形。
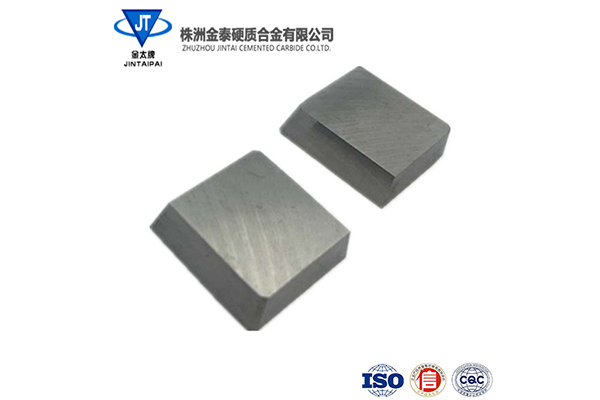
硬质合金长条众多材料中的一种,因其形状为矩形的板块(或方块)而得名,又名硬质合金长条板块。硬质合金长条具有极好的经硬性、高硬度、耐磨性好、高弹性模量、高抗压强度、化学稳定性好(耐酸、碱、高温氧化)、冲击韧性较低、膨胀系数低,导热、导电与铁及其合金相近的特点。硬质合金破碎锤硬质合金长条具有红硬性高、焊接性好、高硬度、高耐磨性的特征,主要应用于制作加工实木、密度板、灰口铸铁、有色金属材料、冷硬铸铁、淬硬钢、PCB、制动材料。供应硬质合金破碎锤厂家使用时应具体根据用途选择合适材质的硬质合金长条。
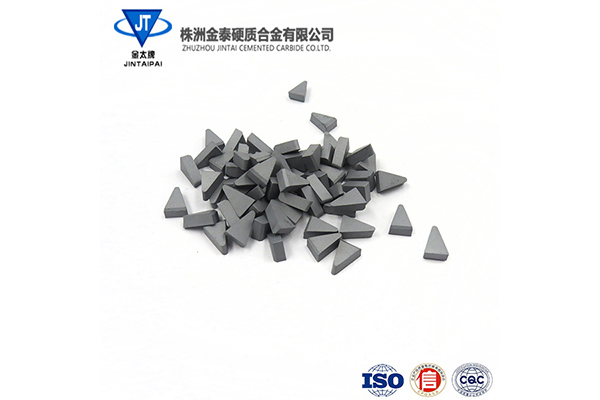
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金破碎锤因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。运城硬质合金破碎锤硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。硬质合金破碎锤硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。运城硬质合金破碎锤但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





