
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
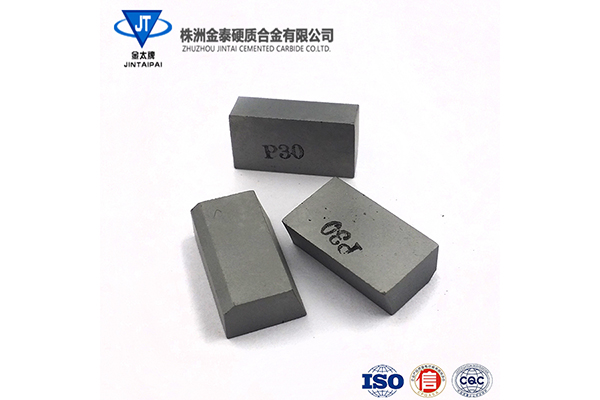
硬度高(86~93HRA,相当于69~81HRC);热硬性好(可达900~1000℃,保持60HRC);耐磨性好。硬质合金铣刀片硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。沧州硬质合金铣刀片但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。硬质合金铣刀片因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。沧州硬质合金铣刀片硬质合金车削加工三要素如下:1.切削速度(Vc)2.进给量(fn)进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。3.切削深度(ap)切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
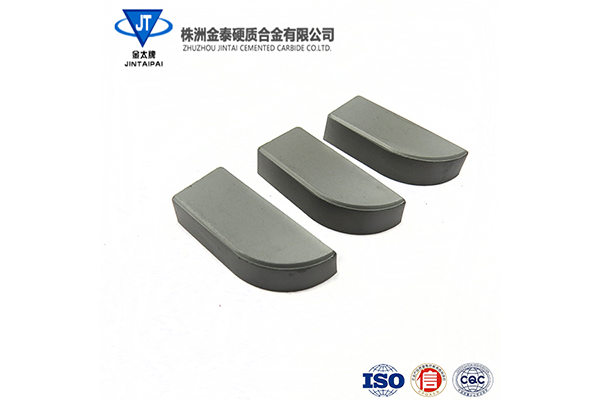
硬质合金还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴、五金模具(如拉丝模具、螺栓模具、螺母模具、以及各种紧固件模具,硬质合金的优良性能逐步替代了以前的钢铁模具)。硬质合金铣刀片近二十年来,涂层硬质合金也问世了。1969年瑞典研制成功了碳化钛涂层刀具,刀具的基体是钨钛钴硬质合金或钨钴硬质合金,表面碳化钛涂层的厚度不过几微米,但是与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高25%~50%。沧州硬质合金铣刀片20世纪70年代已出现第四代涂层工具,可用来切削很难加工的材料。
它属于非破坏性试验,试验方法比较简单。硬质合金铣刀片硬质合金的硬度检测对其试件的形状及尺寸适应性较强,试验效率高。另外,硬质合金材料硬度与其它物理特性之间存在一定的对应关系。例如,硬质合金硬度试验和拉伸试验基本上都是检测金属抵抗塑性变形的能力,这两种试验在某种程度上都是检测金属相似的特性。所以,其检测结果是完全可以相互比较的。沧州硬质合金铣刀片厂硬质合金拉伸试验设备庞大、操作复杂、要制备试样、试验效率低,对于许多金属材料,都有一硬度试验和拉力试验的换算表可查。因此,在检测硬质合金材料力学性能时,人们越来越多地采用硬度试验,而较少采用拉伸试验。

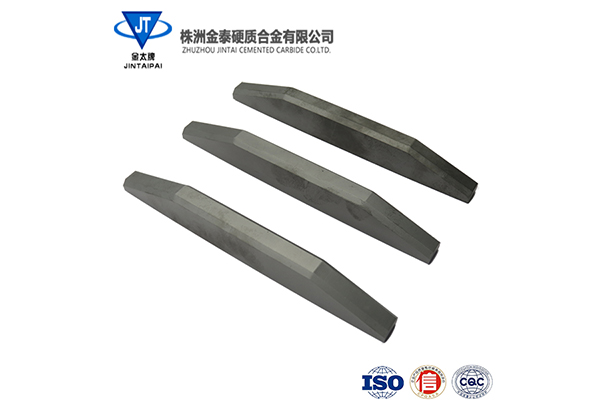
选购硬质合金方条时一定要了解其合金牌号,也就是硬质合金方条的物理性能参数,这点至关重要!选购硬质合金方条时要检验其外形尺寸,外形尺寸精准的硬质合金方条可减少你很多深加工的时间,从而提高你的生产效率并减少、降低你的加工成本。硬质合金铣刀片选购硬质合金方条时要注意检测平面的平整度,对称度等形位公差,形位公差精度高的硬质合金方条做出来的产品品质更高,加工也要简单得多。沧州硬质合金铣刀片选购硬质合金方条时要注意检查其边缘是否有崩边、缺角、圆角、胶皮、鼓泡、变形、翘起、过烧等不良现象。
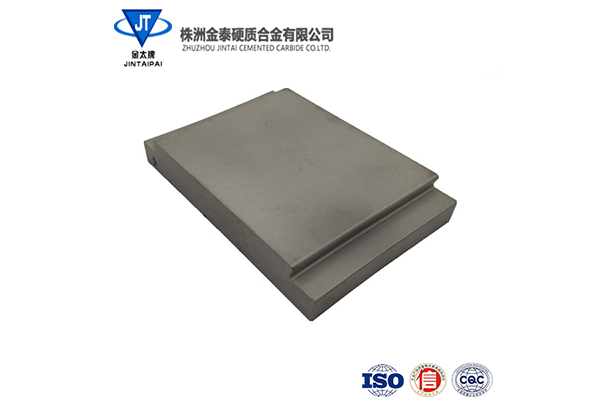
硬质合金的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。硬质合金铣刀片正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。定制硬质合金铣刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com





