
全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com

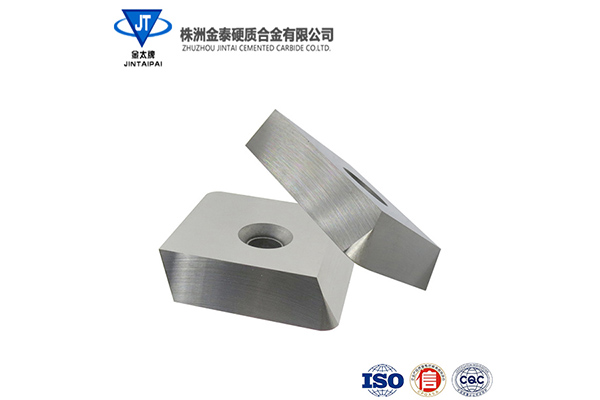
硬质合金圆片加工前需要对毛坯尺寸,外圆,内孔,厚度进行检查要求达到生产标准,详细检查平面平整度杜绝裂纹或者崩缺等有瑕疵的毛坯产品进入加工环节。机夹刀片硬质合金圆片一次平面加工前先安装相应的夹具再修磨夹具,在磨削过程中要两面来回加工,以一个平面磨好后再磨第二个面,进刀量为0.01-0.02mm,光刀时间5秒,圆片的余量应留0.05-0.08mm以便后续加工。如有基本尺寸不到位的应做好标示,内裂纹或崩缺磨不起的应放置待处理。供应机夹刀片硬质合金圆片生产加工工艺流程完成后,在清洗包装时必须轻拿轻放,不能化伤镜面、碰有缺口,清洗后风干表面不能留有水印。
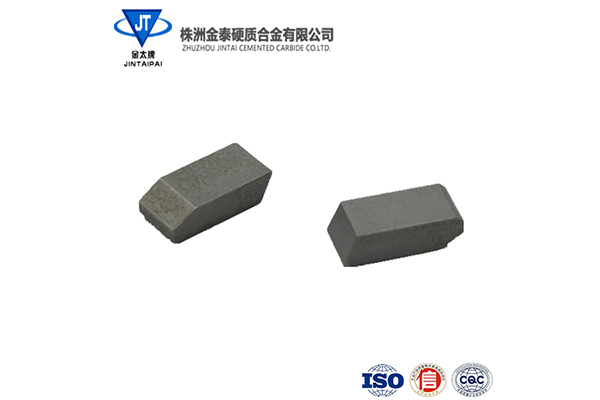
硬质合金的钎焊面在焊前未经过喷砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。钎剂选定和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。机夹刀片正确的钎焊温度应在钎料熔点以上30~50℃时非常为合适,温度过高或过低都会发生脱焊。供应机夹刀片加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成对照厚的焊缝,焊缝里面布满了气孔和夹渣。
从标准的实质来讲,应该分为技术标准和产品标准两种,技术标准是一种较为公开的标准,而产品标准做起来却很困难,要考虑硬质合金模具的实验标准、精度标准、试验装置的标准等多个方面。所以,标准的制订非一日之功,它必须建立在行业扩大、经济实力雄厚的基础之上,条件成熟之时,将是标准出台之日。机夹刀片纵观我国硬质模具现状,可谓喜忧参半。南昌机夹刀片厂喜的是硬质模具生产已有一定基础,且合金齿轮发展的大趋势会给硬质合金模具带来更大的市场空间;忧的是国内生产硬质模具的水平与世界先进水平还有一段距离,而且在齿轮行业尤其是合金齿轮行业大发展的趋势下,国内对市场变化的反应不够敏锐,配套研究难以跟上市场需求。
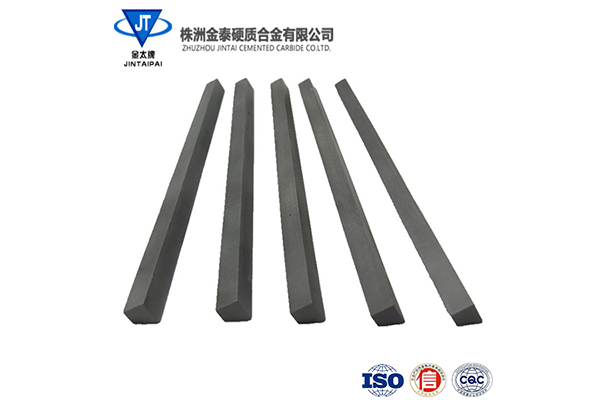
由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。机夹刀片钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。钛浩机械是以机床顶针、刀柄刀杆、轴加工、CNC数控加工、主轴丝杠、夹头接杆、非标件加工为公司的主打产品,在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。南昌机夹刀片厂钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
随着中国汽车产业急速扩张,汽车零部件加工的切削工具的需求不断增大,中国钢铁、交通、建筑等领域对硬质合金的需求也愈发旺盛。机夹刀片在国外硬质合金跨国公司的战略图景中,中国市场已经悄然由配角变为主角。分析指出,到“十二五”末期,我国硬质合金产量达到3万吨,销售收入达到300亿元,深加工产品产量占硬质合金总量的40%以上。出口相比“十一五”将翻一番,力争超过10亿美元。机夹刀片厂硬质合金将向精深加工、工具配套方向发展;向超细、超粗及涂层复合结构等方向发展;向循环经济、节能环保方向发展;向精密化、小型化方向发展。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com




