全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.zzjtcarbide.com
硬质合金模具的尺寸精度和形位精度是靠磨削来实现的。由于对硬质合金的磨削力是对一般钢材磨削力的2-5倍。所以要求磨床的动力要大,刚性要高,就我国目前的机床水平,还没有加工硬质合金的专用磨床。故常造成加工误差,误差的累积效应将严重的损伤模具的使用寿命。
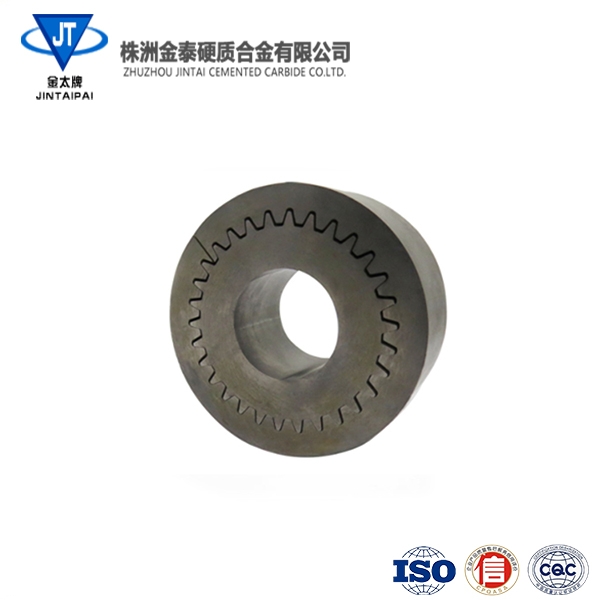
硬质合金模具在电火花加工过程中,由于放电的瞬间模具材料受到高达9000 度左右的高温作用和液体介质的作用,会使表层发生金相组织的变化,还有可能渗碳(工作液中的碳),渗金属(铜钨电极),甚至出现显微裂纹等,无疑影响寿命。 镶套是为了使合金能承受更大的冲击和挤压负荷,不论是热压镶套还是冷压镶套,间隙要求都很严。一般冷压镶套选择0.06-0.15毫米的过盈量,热压镶套为 0.08-0.25毫米,型腔套的加温取720-820度,硬质合金取280度左右。热压完成后,放人600度箱式炉中保温,以消除应力。

拉丝模是一结构较简单的模具。80年代以前我国一直沿用前苏联的"直线型"理论设计,80年代后才有部分厂家引用50年代就提出了的"圆滑过渡"技术理论。 近年来,我国学者对拉丝模进行了角度设计和环沟磨损的理论分析,提出了Z大、Z小拉拔角的概念,分析了金属在拉伸变形过程中对模具产生不均匀磨损的机理。
研究人员对冷镦小规格螺钉用硬质合金模具进行了解剖分析,得出国产模具寿命低(205-450万次)而日本模具寿命高(900-1000万次)的秘密所在,其关键技术是在角度的设计上。即日本模在模芯底部与模套内孔底面中心接触部位采用了双凸面设计。
硬质合金模具的优点是能使受力Z大的中心部位保证紧密压靠,四周留下的空隙又可供过盈配合时,储藏从孔壁挤出的多余金属。对冷镦M12螺母用的硬质合金凹模,由原来的六角设计改为六瓣编装镶套组合起来使用。其平均寿命 33万件/模,高的达 100万件/模。笔者认为这种设计比较合理,一是因为它比整体结构设计模节约硬质合金;二是它装配简单。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com